使用 Z-MR 控制图 可以在为每个部件设置相对较少的单位(如短期过程)的情况下监视不同部件的均值和变异。
短期过程通常在每次运行中没有足够的数据来良好地估计过程参数。使用一台机器或一个过程可以生成很多不同的部件或不同的产品。例如,您可能只生产了 20 单位的部件,然后重置机器,以便在下一次运行中生产不同的部件。即使运行次数大到足以获得估计值,对于过程生产的每个部件您也需要单独的控制图,因为可能并非所有部件的均值和标准差都不相同。通过以不同方式合并数据并对数据进行标准化,短期控制图为这些问题提供了一种解决方案。最常用的方法是假定过程生产的每个部件或每批部件都有其自己唯一的平均差和标准差。如果可以获得均差和标准差,则可以通过减去均值并将结果除以标准差的方式将过程数据标准化。Z-MR 控制图绘制标准化单值观测值 (z) 和移动极差,以便您可以在单个控制图上评估来自不同游程的数据。
例如,一家制造商想评估其金属冲压过程的稳定性。由于测量是从三个游程(每个测量只有八个游程)中提取的,因此技术员使用 Z-MR 控制图来监视部件的均值和变异。
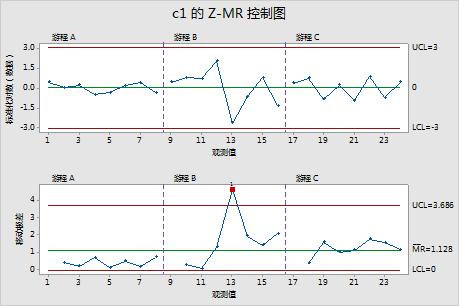
游程 B 的标准化值的变异性似乎大于游程 A 和游程 C 的相应变异性。在 MR 控制图上,一个点位于控制上限外部,并且变异性模式不是随机的。过程可能受特殊原因的影响。
在何处查找此控制图
要创建 Z-MR 控制图,请选择。
什么情况下使用备择控制图
如果您的过程不涉及短游程,请使用 I-MR 控制图。