某制造商采用短期运行生产小批次的金属部件。质量经理测量三次运行中的部件以评估冲压过程的稳定性。
该经理通过创建 Z-MR 控制图来监控冲压过程。
- 打开样本数据 冲压件.MWX.
- 选择。
- 在变量中,输入冲压数据。
- 在部件编号中,输入游程。
- 单击Z-MR 选项。
- 在如何定义观测值组选项卡的估计下,选择与样本量相关(组合所有观测值,使用对数)。质量工程师根据经验得知,方差会随着测量样本量增加而增加。因此,使用与样本量相关(组合所有观测值,使用对数)方法估计过程标准差。
- 在检验选项卡上,选择1 个点,距离中心线大于 K 个标准差(检验 1)和连续 K 点在中心线同一侧(检验 2)。如果您无法确定哪些检验适用于您的具体情况,请在首次基于数据建立控制限时使用检验 1、2 和 7。在建立控制限之后,可以使用这些控制限的已知值,将不再需要检验 7。
- 单击每个对话框中的确定。
解释结果
点 13 高于移动极差控制图的控制上限。而且,游程 A 的移动极差中的变异量比游程 B 或游程 C 中小。在 Z 控制图的游程中也能看到该变异。基于这些结果,可以判断过程当前可能受到特殊原因的影响。
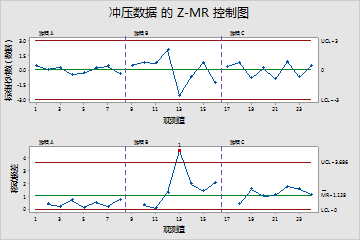
冲压数据 的 MR 控制图检验结果
| 检验 1。1 个点,距离中心线超过 3.00 个标准差。 |
|---|
| 检验出下列点不合格: 13 |