请查找定义和解释指导,了解随 U 控制图提供的每个统计量和图形。
标绘点
U 控制图上的每个点都表示每个测量单位的缺陷数量。
解释
如果过程处于受控状态,点将围绕中心线随机变化,过程仅表现常见原因变异。可以调查位于控制限外部的点或者表现出非随机模式的点,查看是否存在可能的特殊原因变异。
中心线
U 控制图上的中心线表示每个测量单位的平均缺陷数量。每个单位的平均缺陷数量又称为过程均值。
解释
使用中心线可以查看与平均值相比过程的执行情况。如果过程处于受控状态,点将围绕中心线随机变化。
警告
请勿将中心线与过程的目标值相混淆。目标是所希望的结果。中心线是实际结果。
控制限
控制限是位于中心线上方和下方的水平线。控制限指示过程是否不受控制,它们基于标绘点中的预期变异。默认情况下,Minitab 会在中心线上下 3 倍于标准差的位置显示控制限。
警告
请勿将控制限与规格限相混淆。规格限表示客户的要求,它指示您希望在过程中看到的变异量。控制限表示样本数据中的实际变异量。过程可能处于受控状态,但仍不能符合规格要求。
特殊原因检验
特殊原因检验评估标绘点是否随机分布在控制限之内。
解释
使用特殊原因检验,可以确定需要调查的观测值和您数据中的具体模式和趋势。每项特殊原因检验将检测您数据中的具体模式或者趋势,这将揭示过程不稳定性的不同方面。例如,检验 1 检测单个失控点。检验 2 检测过程中可能的偏移。
针对此控制图提供了四种检验。
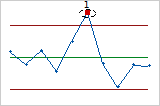
- 检验 1:点距离中心线超过 3σ
- 检验 1 将标识较其他子组而言异常的子组。检验 1 是公认的、用于检测失控情况的必要检验。如果关注过程中的较小偏移,则可以使用检验 2 来补充检验 1,以便创建一个具有更高敏感度的控制图。
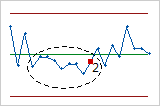
- 检验 2:中心线同一侧行内连续 9 点
- 检验 2 标识过程缺陷率中的偏移。如果关注过程中的较小偏移,则可以使用检验 2 来补充检验 1,以便创建一个具有更高敏感度的控制图。
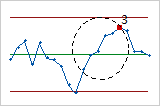
- 检验 3:行内 6 点,全部递增或全部递减
- 检验 3 检测趋势。此检验将查找值持续增加或减少的一系列连续点。
- 检验 4:行内连续 14 个点上下交错
- 检验 4 检测系统性变异。您希望过程中的变异模式具有随机性,但是未通过检验 4 的某个点可能指示变异模式是可预测的。
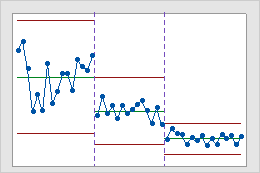
阶段
使用阶段可以创建显示过程在特定时间段内变化情况的历史控制图。默认情况下,Minitab 会为每个阶段重新计算中心线和控制限。有关更多信息,请转到添加阶段以显示过程的变化。
解释
此历史控制图显示过程的三个阶段,分别表示实施新过程之前、之中和之后。