发动机制造商使用锻造过程生产活塞环。质量工程师想评估过程能力。他们收集了 25 个由 5 个活塞环组成的子组,并测量了它们的直径。活塞环直径的规格限为 74.0 毫米 ± 0.05 毫米。
工程师执行了正态 Capability Sixpack,以检查正态能力分析的假设,并评估活塞环直径与客户要求的符合程度。
- 打开样本数据,活塞环直径.MWX。
- 选择 。
- 在 单列 中,输入 直径。
- 在 子组大小 中,输入 5。
- 在 规格下限 中,输入 73.95。
- 在 规格上限 中,输入 74.05。
- 单击选项。
- 在 目标(将 Cpm 添加到表格) 中,输入 74。
- 在每个对话框中单击确定。
解释结果
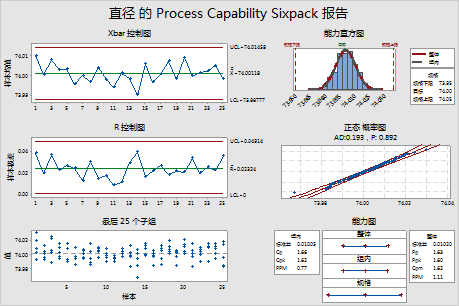
Xbar 和 R 控制图表明过程稳定,没有超出控制限的点。“最后 25 个子组”图表明数据绕着过程均值随机且对称地分布。正常概率图表明数据是正态分布的。因此,可满足正态能力分析的假设,并可分析过程的能力。
直方图和能力指标表明,过程几乎位于目标中心,测量值在规格限之内。能力指标 Cpk、Ppk 和 CPM 都大于 1.33,这是一般情况下可接受的能力过程的最小值。因此,工程师得出结论:锻造过程可满足客户对活塞环直径的要求。