步骤 1:检查数据是否有问题
您的过程应该稳定,并且过程数据应服从您为分析选择的非正态分布。控制图和概率分布图允许您评估这些要求是否得到满足。
确定过程是否稳定
控制图可帮助您通过标识数据中的失控点、模式和趋势来监视过程的稳定性。
红点表示至少在一个特殊原因检验中失败且不受控制的子组。失控点表示过程可能不稳定、能力分析结果可能不可靠。在分析过程能力之前,您应当确定导致失控点的原因并消除特殊原因变异。
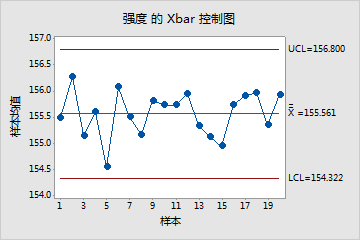
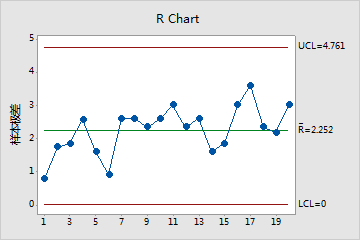
这些控制图中的点都围绕中心线随机变化,并且在控制限之内。未显示出任何趋势或模式。过程在 20 个子组之间都是稳定的。
注意
Minitab 将显示的控制图类型取决于您数据中子组的大小:
- 如果子组大小为 1,Minitab 将显示 I 控制图和 MR 控制图
- 如果子组大小大于 1,Minitab 将显示 Xbar 控制图和 R 控制图(当子组大小介于 2 到 8 之间时)或 S 控制图(当子组大小为 9 或更高时)。
评估非正态分布的拟合
使用概率图评估用于分析的非正态分布的拟合。
如果分布是数据的良好拟合,这些点应该大致形成一条直线。背离这条直线表明拟合不可接受。如果 p 值大于 0.05,则可以假设数据服从在分析中使用的非正态分布。
如果 p 值小于 0.05,则数据不服从所选分布,能力分析结果可能不准确。使用个体分布标识可以确定非正态分布或数据变换对于您的数据是否更有效。
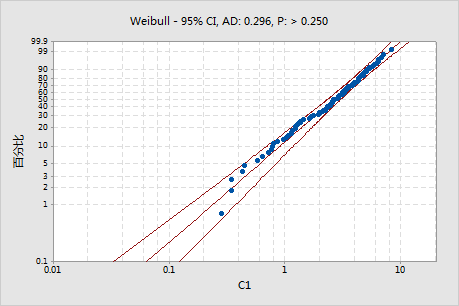
主要结果:P 值
此图中的点几乎落在沿拟合(中间)线的一条直线中。由于 p 值大于 0.05,因此没有充分的证据证明数据不服从选定的非正态 (Weibull) 分布。结合使用非正态能力分析和 Weibull 分布可以评估这些数据。
步骤 2:检查过程的观测性能
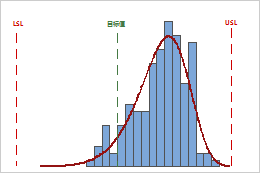
使用能力直方图可直观检查样本观测值与过程要求的关系。
检查过程散布
直观检查直方图中的数据与规格下限和规格上限的关系。理想情况下,数据的散布窄于规格散布,并且所有数据都在规格限内。超出规格限的数据表示不合格项。
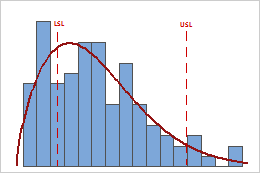
在此直方图中,过程散布大于规格散布,这表明能力较差。虽然大部分数据都在规格限内,但是也有很多低于规格下限 (LSL) 和高于规格上限 (USL) 的不合格项。
注意
要确定过程中不合格项的实际数量,请使用 PPM 的结果。有关更多信息,请转到非正态 Capability Sixpack 的能力统计量,然后单击“预期整体性能的合计 PPM”。
评估过程的位置
评估过程是否位于规格限的中间,或者在目标值处(如果具有目标值)。分布曲线的峰值将显示大部分数据所处的位置。
在此直方图中,虽然样本观测值在规格限内,但是分布曲线的峰值并未达到目标值。大部分数据都超出了目标值,并且位于规格上限附近。
步骤 3:评估过程的能力
可使用 Ppk 根据过程位置和过程散布评估过程的整体能力。整体能力指示客户在一段时间内体验的实际性能。
总体上讲,Ppk 值越高,过程的能力越高。Ppk 值低表明可能需要改进过程。
将 Ppk 与基准值(代表过程可接受的最小值)进行比较。许多行业都使用基准值 1.33。如果 Ppk 比基准值低,则考虑如何改进您的过程。
主要结果:Ppk
对于这些过程数据,Ppk = 0.44。因为 Ppk 小于 1.33,所以过程的整体能力无法满足客户的要求。您应该采取措施来改进该过程。
重要信息
Ppk 指数仅度量与过程均值最接近的规格限相关的过程能力。因此,它仅表示过程曲线的一侧,而不度量此过程在过程曲线另一侧的执行情况。如果过程中存在超出两个规格限的不合格项,可使用其他功能度量,以便更加完整地评估过程的能力。