Xbar 控制图
Xbar 控制图标绘每个子组内测量值的平均值。中心线是所有子组平均值的平均值。控制限(设定为位于中心线上方和下方 3 个标准差的距离)显示子组平均值中的预期变异量。
如果子组大小大于 1,Minitab 将显示 Xbar 控制图。
解释
可使用 Xbar 控制图来监视过程的均值,以及确定它的稳定性是否足以执行能力分析。
位于红色控制限之外的点表示过程可能不稳定、能力分析结果可能不可靠。在分析过程能力之前,您应当确定导致失控点的原因并消除特殊原因变异。
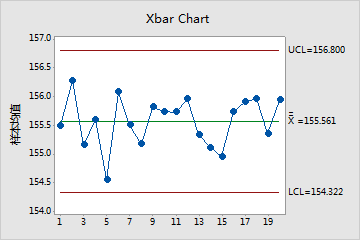
在这些结果中,点在中心线周围随机变化,且在控制限之内。未显示出任何趋势或模式。过程中心足够稳定,可以执行能力分析。
I 控制图
I 控制图标绘单独的观测值。中心线是过程平均值的估计值。控制限显示各个样本值中预期的变异量。对于非正态数据,Minitab 将根据数据估计概率密度函数,然后使用此函数计算 0.135 和 99.865 百分位数。对应于这两个百分位数的值表示控制下限和上限。
如果子组大小为 1,Minitab 将显示 I 控制图。
解释
使用 I 控制图来评估多个度量值是否受控,并确定过程的稳定性是否足以执行能力分析。
位于红色控制限之外的点表示过程可能不稳定、能力分析结果可能不可靠。在分析过程能力之前,您应当确定导致失控点的原因并消除特殊原因变异。
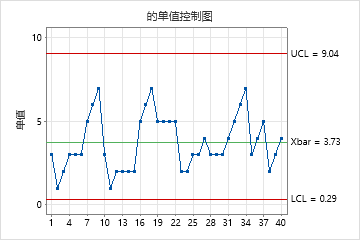
在该控制图中,点在中心线周围随机变化,且在控制限之内。未显示出任何趋势或模式。过程中心足够稳定,可以执行能力分析。
R 控制图
R 控制图标绘子组极差。如果子组大小恒定,则中心线是所有子组极差的平均值。如果子组大小有变化,则中心线的值取决于子组大小,因为较大的子组往往具有较大的极差。控制限设置在距离中心线上方和下方 3 个标准差的位置,它们显示子组极差中的预期变异量。
如果子组大小大于 2 但小于 9,Minitab 将显示 R 控制图。
解释
可使用 R 控制图来监视过程的变异,以及确定它的稳定性是否足以执行能力分析。R 控制图将指示子组之间的变异是否受控制。
位于红色控制限之外的点表示过程可能不稳定、能力分析结果可能不可靠。在分析过程能力之前,您应当确定导致失控点的原因并消除特殊原因变异。
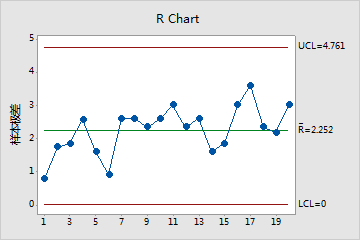
在这些结果中,点在中心线周围随机变化,且在控制限制之内。未显示出任何趋势或模式。过程变异足够稳定,可以执行能力分析。
S 控制图
S 控制图标绘子组标准差。中心线表示所有子组标准差的平均值。控制限设置在距离中心线上方和下方 3 个标准差的位置,它们直观地显示子组平均值中的预期变异量。
如果子组大小大于或等于 9,Minitab 将显示 S 控制图。
解释
可使用 S 控制图来监视您过程的变异(标准差),以及确定它的稳定性是否足以执行能力分析。S 控制图将指示子组之间的变异是否受控制。
位于红色控制限之外的点表示过程可能不稳定、能力分析结果可能不可靠。在分析过程能力之前,您应当确定导致失控点的原因并消除特殊原因变异。
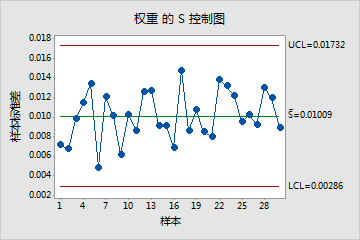
在这些结果中,点在中心线周围随机变化,且在控制限制之内。未显示出任何趋势或模式。过程变异足够稳定,可以执行能力分析。
移动极差 (MR) 控制图
MR 控制图标绘移动极差。中心线是所有移动极差的平均值。控制限(设定为位于中心线上方和下方 3 个标准差的距离)显示移动极差中的预计变异量。
如果子组大小为 1,Minitab 将显示 MR 控制图。
解释
可使用 MR 控制图来监视您过程的变异(移动极差),以及确定它的稳定性是否足以执行能力分析。MR 控制图表明观测值之间的变异是否受控制。
位于红色控制限之外的点表示过程可能不稳定、能力分析结果可能不可靠。在分析过程能力之前,您应当确定导致失控点的原因并消除特殊原因变异。
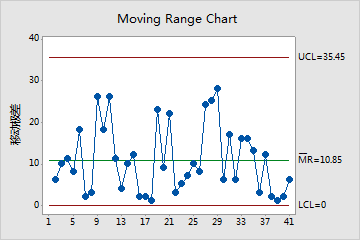
在这些结果中,点在中心线周围随机变化,且在控制限制之内。未显示出任何趋势或模式。过程变异足够稳定,可以执行能力分析。
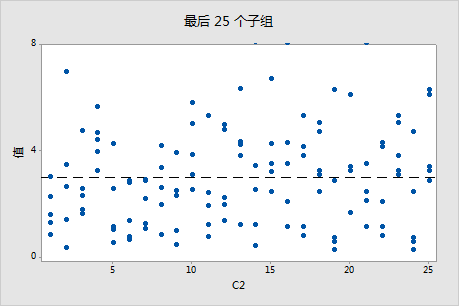
最后 25 个子组图
最后 25 个子组图显示最后 25 个子组中每个子组的数据点,并且显示整体过程均值线。
解释
使用最后 25 个子组图评估子组内观测值的分布是否符合能力分析的要求。
- 子组是否包含异常值
- 分布在子组之间是否有变化
如果该图显示子组间存在问题或变化的证据,则能力结果可能无效。请调查您的过程,确定数据值未在子组间随机分布的原因。
注意
如果您数据的子组大小为 1,Minitab 将显示最后 25 个观测值图,其解释方式类似。
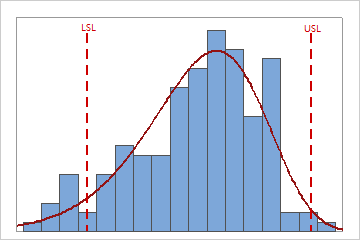
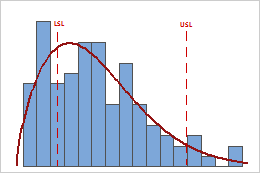
能力直方图
解释
使用能力直方图直观地显示样本数据与分布拟合和规格限的关系。
要直观地评估分布拟合,请将直方图中的条形与拟合曲线进行比较。直方图中的数据形状应该与该曲线大致相符。要确定数据是否服从分布,请使用概率图中的结果。
在这些结果中,过程展开大于规格展开,这表明能力较差。虽然大部分数据都在规格限内,但是也有许多低于规格下限 (LSL) 和高于规格上限 (USL) 的项。
注意
要确定您过程中的不合格项的数量,请使用整体 PPM 结果。
概率图
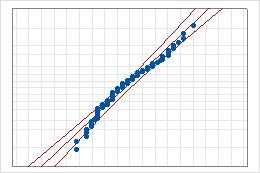
- 中线
- 基于极大似然参数估计的分布的预期百分位数。
- 置信限线
- 左侧曲线表示百分位数的置信区间下限。右侧曲线表示百分位数的置信区间上限。
- Anderson-Darling 检验统计量和 p 值
- 用于确定数据是否服从分布的检验结果。
解释
使用概率图评估用于分析的非正态分布的拟合。
如果分布能够与数据实现良好拟合,这些点应该大致形成一条直线。背离这条直线表明拟合不可接受。如果 p 值大于 0.05,则可以假设数据服从该分析中使用的非正态分布。
如果 p 值小于 0.05,则数据不服从所选的分布且能力分析结果可能不准确。请使用个体分布标识确定哪种非正态分布或数据变换对您的数据更为有效。
能力图
能力图位于非正态 Capability Sixpack 报告的右下角。
- 第一个区间表示标准正态分布中的 6-σ 区间,其捕获 99.74% 的过程测量值。
- 规格区间表示使用所选的非正态分布和标准正态分布转换成 Z 值的规格限。
过程中心由整体过程展开区间内的刻度标记显示。
解释
使用概率图直观地评估过程的能力。
要在视觉上评估过程的整体能力,请将 6-σ 区间与图上的规格区间进行比较。如果 6-σ 区间大于规格区间,则您的过程需要改进。如果区间包含在规格区间之内,则可以得出过程正在生产符合规格的单元这一结论。