Pp
- 规格散布 (USL – LSL)
- 过程基于整体标准差的散布(6-σ 变异)
您必须提供规格下限 (LSL) 和规格上限 (USL),才能计算 Pp 指数。
解释
可使用 Pp 根据过程散布评估过程的整体能力。整体能力指示客户在一段时间内体验的实际性能。
由于 Pp 不考虑过程的位置,所以它只说明过程在处于中心位置时可以获得的整体能力。总体上讲,Pp 值越高,过程的能力越高。Pp 值低表明可能需要改进过程。
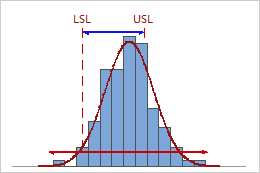
低 Pp
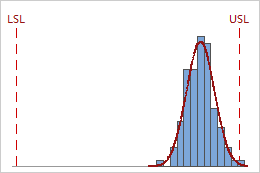
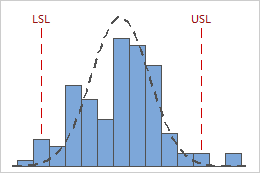
在此例中,规格散布小于过程的整体散布。因此,Pp 值较低 (0.40),并且过程的整体能力差(基于过程变异)。
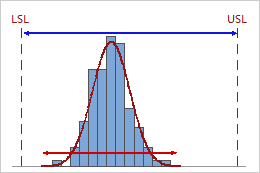
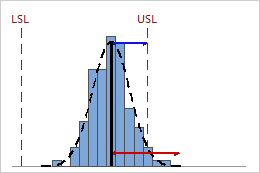
高 Pp
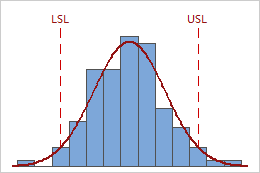
在此例中,规格散布显著大于过程的整体散布。因此,Pp 值高 (1.80),并且过程的整体能力良好(基于过程变异)。
-
将 Pp 与基准值进行比较以评估过程的整体能力。 许多行业都使用基准值 1.33。如果 Pp 比基准值低,则考虑如何通过减少过程变异来改进过程。
-
比较 Pp 和 Ppk。 如果 Pp 和 Ppk 大致相等,则该过程位于两个规格限制之间的中心位置。如果 Pp 和 Ppk 不同,则过程不位于中心位置。
警告
Pp = 2.27
Pp = 2.27
要进行完整的准确分析,请结合其他能力指数(如 Ppk)使用这些图形,以便根据数据得出有意义的结论。
Ppk
- 过程均值到最近规格限(USL 或 LSL)的距离
- 过程基于其整体变异的单侧散布(3-σ 变异)
解释
可使用 Ppk 根据过程位置和过程散布评估过程的整体能力。整体能力指示客户在一段时间内体验的实际性能。
总体上讲,Ppk 值越高,过程的能力越高。Ppk 值低表明可能需要改进过程。
低 Ppk
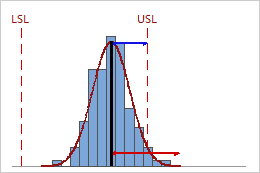
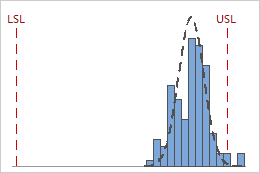
在此例中,过程均值到最近规格限 (USL) 的距离小于单侧过程散布。因此,Ppk 较低 (0.66),并且过程的整体能力较差。
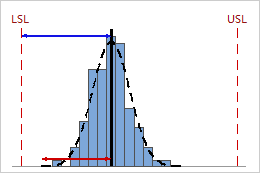
高 Ppk
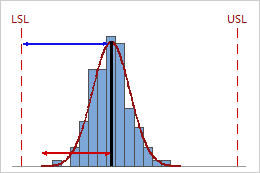
在此例中,从过程均值到最近规格限 (LSL) 的距离大于单侧过程散布。 因此,Ppk 较高 (1.68),并且过程的整体能力较好。
-
将 Ppk 与基准值(代表过程可接受的最小值)进行比较。许多行业都使用基准值 1.33。如果 Ppk 比基准值低,则考虑如何改进您的过程。
-
比较 Pp 和 Ppk。 如果 Pp 和 Ppk 大致相等,则该过程位于两个规格限制之间的中心位置。如果 Pp 和 Ppk 不同,则过程不位于中心位置。
-
比较 Ppk 和 Cpk。当过程在统计意义上受控制时,Ppk 和 Cpk 大致相等。Ppk 和 Cpk 之间的差异代表在消除过程偏移和漂移的情况下预期可实现的过程能力提高。
警告
Ppk 指数只表示过程曲线的一侧,而不度量过程曲线另一侧的过程执行情况。
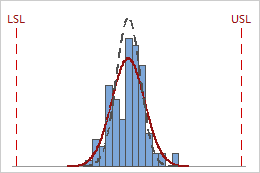
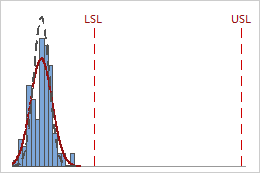
例如,下面的几个图形显示了两个具有相同 Ppk 值的过程。但是,一个过程同时违反了两个规格限,另一个过程只违反了规格上限。
Ppk = min {PPL = 4.01, PPU = 0.64} = 0.64
Ppk = PPL = PPU = 0.64
如果过程中具有同时超出两个规格限的不合格部件,可考虑使用其他指数(如基准 Z 值),以便更加完整地评估过程的能力。
Cpm
Cpm 是对过程整体能力的度量。Cpm 将规格散布与过程数据散布相比较,并考虑数据与目标值的偏差。
您必须提供目标值,Minitab 才能计算 Cpm 的值。
解释
可使用 Cpm 评估过程相对于规格散布和目标的整体能力。 整体能力指示客户在一段时间内体验的实际性能。
总体上讲,Cpm 值越高,过程的能力越高。值低表明可能需要改进过程。
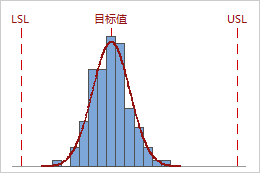
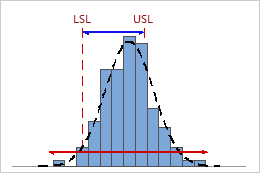
高 Cpm
在此示例中,过程达到目标,并且所有数据都在规格限内。因此,Cpm 较高 (1.60)。
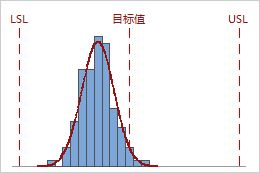
低 Cpm
在此示例中,数据都在规格限内,但是过程未达到目标。因此,Cpm 较低 (1.03)。
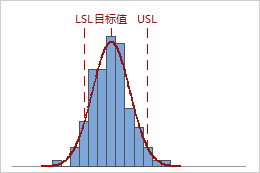
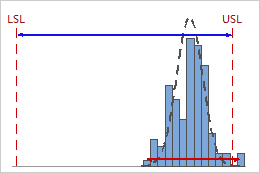
低 Cpm
在此示例中,过程达到目标,但是并非所有数据都在规格限内。因此,Cpm 较低 (0.48)。
您可以将 Cpm 与其他值进行比较,以获取有关过程能力的更多信息。
-
将 Cpm 与基准值进行比较以评估过程的整体能力。 许多行业都使用基准值 1.33。如果 Cpm 低于基准值,则考虑如何改进您的过程,例如减少其变异或改变其位置。
-
比较 Ppk 和 Cpm。如果过程在目标处居中,则 Ppk 与 Cpm 值大致相等。
预期整体性能的合计 PPM
解释
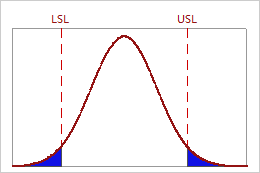
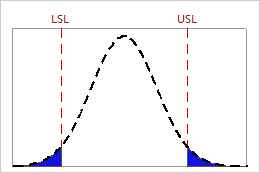
可使用预期整体性能的“合计 PPM”来基于过程整体变异估计预期处于规格限外的不合格品的数目(以百万分数表示)。整体性能值表示客户在一段时间内实际体验到的过程性能。
较低的合计 PPM 值表示更高的过程能力。在理想情况下,很少或无任何部件具有位于规格限外的测量值。
| PPM | 不合格部件 % | 合格部件 % |
|---|---|---|
| 66807 | 6.6807% | 93.3193% |
| 6210 | .621% | 99.379% |
| 233 | .0233% | 99.9767% |
| 3.4 | .00034% | 99.99966% |
总体能力的基准 Z 值
基准 Z 值(整体)是标准正态分布(用于将估计的过程中缺陷品率转换为上侧尾部概率)的百分位数。它是基于整体过程性能通过使用整体标准差计算的。
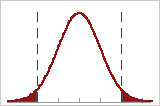
过程的缺陷在两个规格限上。整体标准差由刻度标记显示。
如果您将所有缺陷都放在分布的右尾上,然后度量从中心(垂直线)到定义总缺陷的点的标准差倍数,您就会得到基准 Z(整体)值。
注意
要显示基准 Z 值度量,您必须在执行能力分析时单击 选项 并将能力统计量的默认输出更改为基准 Z 值。
解释
可使用基准 Z 值(整体)评估过程的整体西格玛能力。
总体上讲,基准 Z 值越高,过程的能力越高。基准 Z 值低表明可能需要改进过程。如果可能,基于过程知识或行业标准将基准 Z 值与基准值进行比较。如果基准 Z 值小于基准值,则考虑如何改进您的过程。
比较组内基准 Z 值和整体基准 Z 值。当过程受统计控制时,组内基准 Z 值和整体基准 Z 值大致相同。这两个值之差表示,如果过程受控,您预期过程能够改进的能力。 基准 Z 值(整体)有时称为长期基准 Z 值 (LT)。。
Cp(组间/组内)
- 规格散布 (USL– LSL)
- 过程基于组间/组内标准差的散布(6-σ 变异)
解释
可使用 Cp 评估您过程的组内/组间能力。组间/组内能力表示在消除导致子组间/内变异以及整体过程变异的系统根源后,您的过程能够实现的能力。
由于 Cp 不考虑过程的位置,因此它表明在过程处于中心位置的情况下过程可以获得的能力。总体上讲,Cp 值越高,过程的能力越大。Cp 值低,表明需要改进过程。
低 Cp
在此例中,规格展开小于整体过程展开。因此,Cp 值低 (0.40),并且过程的能力差(根据它的变异)。
高 Cp
在此例中,规格展开显著大于整体过程展开。因此,Cp 值高 (1.80),并且整体过程能力高(根据它的变异)。
-
将 Cp 与基准值进行比较以评估过程的潜在能力。 许多行业都使用基准值 1.33。如果 Cp 比基准值低,则考虑如何通过减少过程变异来改进过程。
- 比较 Cp 和 Pp。如果 Pp 比 Cp 大得多,则除子组之间/之内的变异外,过程中可能存在其他系统性变异源。
-
比较 Cp 和 Cpk。如果 Cp 和 Cpk 大致相等,则过程位于两个规格限制之间的中心位置。如果 Cp 和 Cpk 不同,则过程不位于中心位置。
警告
由于 CP 指数不考虑过程的位置,它并不表示过程与规格限所限定的目标区域的接近程度。例如,以下图形显示了两个具有相同 Cp 值的过程,但其中一个过程在规格限内,而另一个则没有。
Cp = 3.13
Cp = 3.13
要进行完整的准确分析,请结合其他能力指数(如 Cpk)使用这些图形,以便根据数据得出有意义的结论。
CPK(组间/组内)
- 过程均值到最近规格限(USL 或 LSL)的距离
- 过程基于组间/组内标准差的单侧散布(3-σ 变异)
解释
使用 CPK 评估组间/组内能力,同时考虑其位置和展开。组间/组内能力表示在消除导致子组间/内变异以及整体过程变异的系统根源后,您的过程能够实现的能力。
总体上讲,Cpk 值越高,过程的能力越高。Cpk 值低表明可能需要改进过程。
低 CPK
在此示例中,从过程均值到最接近的规格限的距离小于单侧过程展开。因此,CPK 值低 (0.66),并且过程的组间/组内能力较差。
高 CPK
在此示例中,从过程均值到最接近的规格限的距离大于单侧过程展开。因此,CPK 值高 (1.68),并且过程的组间/组内能力较好。
-
将 Cpk 与基准值(代表过程可接受的最小值)进行比较。许多行业都使用基准值 1.33。如果 Cpk 比基准值低,则考虑如何改进您的过程,例如减少其变异或改变其位置。
- 比较 CPK 和 PPK。如果 CPK 比 PPK 大得多,则除子组间/内变异外,过程中可能存在其他系统性变异源。例如,工具磨损是一个系统性变异源,可能导致制造过程的组间/组内能力 (CPK) 高于整体能力 (PPK)。
-
比较 Cp 和 Cpk。如果 Cp 和 Cpk 大致相等,则过程位于两个规格限制之间的中心位置。如果 Cp 和 Cpk 不同,则过程不位于中心位置。
警告
Cpk 指数只表示过程曲线的一侧,而不度量过程曲线另一侧的过程执行情况。
例如,下面几个图形显示两个具有相同 Cpk 值的过程。但是,一个过程同时违反了两个规格限,另一个过程只违反了规格上限。
Cpk = min {CPL = 4.58, CPU = .93} = .93
Cpk = CPL = CPU = .93
如果过程中具有同时超出两个规格限的不合格部件,可考虑使用其他指数(如基准 Z 值),以便更加完整地评估过程的能力。
预期组间/组内性能的合计 PPM
随机选择的部件的测量值超出规格限的概率用组间/组内正态曲线下面的阴影区域显示。
解释
可使用预期组间/组内性能的“合计 PPM”来估计基于子组间/子组内变异预期处于规格限外的不合格品的数目(以百万分数表示)。组间/组内性能值表示在消除导致系统性过程变异(除子组内和子组内变异外)的其他来源后可实现的过程性能。
较低的合计 PPM 值表示更高的过程能力。在理想情况下,很少或无任何部件具有位于规格限外的测量值。
| PPM | 不合格部件 % | 合格部件 % |
|---|---|---|
| 66807 | 6.6807% | 93.3193% |
| 6210 | .621% | 99.379% |
| 233 | .0233% | 99.9767% |
| 3.4 | .00034% | 99.99966% |
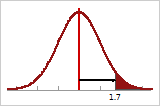
组间/组内能力的基准 Z 值
基准 Z 值(组间/组内)是标准正态分布(用于将估计的过程中缺陷品率转换为上侧尾部概率)的百分位数。它是基于组间/组内过程性能通过使用组间/组内标准差计算的。
过程的缺陷落在两个规格限上。子组间/子组内的标准差由刻度标记显示。
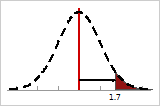
如果您将所有缺陷都放在分布的右尾上,然后测量从中心(红线)到定义了总缺陷的点的子组间/子组内标准差数,您就会得到基准 Z(子组间/子组内)值。
注意
要显示基准 Z 值,您必须在执行能力分析时单击 选项 并将能力统计量的默认输出更改为基准 Z 值。
解释
可使用基准 Z 值(组间/组内)评估过程的组间/组内西格玛能力。
总体上讲,基准 Z 值(组间/组内)越高,过程的能力越高。值低表明可能需要改进过程。如果可能,基于过程知识或行业标准将基准 Z 值(组间/组内)与基准值进行比较。如果基准 Z 值(组间/组内)低于您的基准值,则考虑如何改进过程。