一家制造商使用 2 台机器来生产插销。某质量工程师想比较每台机器的过程能力。这位工程师从每台机器生产的每盒插销中随机抽取了 5 个作为样本。插销长度的规格范围为 13 毫米到 25 毫米。
工程师执行了多变量正态能力分析,以评估两台机器生产的插销的长度与客户要求的符合程度。
- 打开样本数据,销钉长度.MWX。
- 选择。
- 在 变量 中,输入 长度。
- 在 子组大小 中,输入 5。
- 选择 按变量 并输入 机器。
- 在 规格下限 中,输入 13。
- 在 规格上限 中,输入 25。
- 单击 确定。
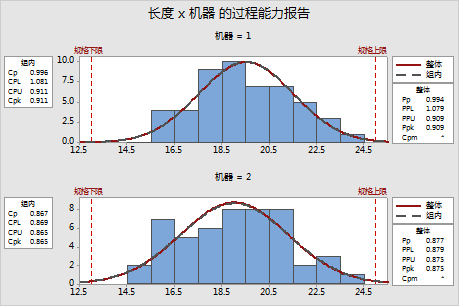
解释结果
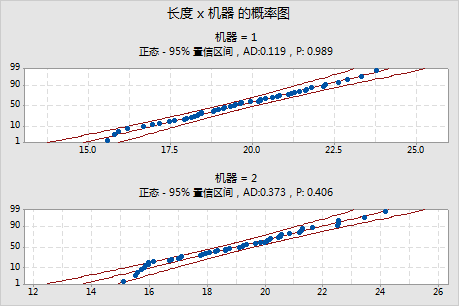
对于每台机器,数据近乎正态,并且组内曲线和整体曲线相互紧密对齐。过程几乎位于目标中心,测量值在规格范围之内。机器 1 对应的 Pp 为 0.994,机器 2 对应的 Pp 为 0.877,这表明两台机器都具有高变异性。机器 1 对应的 Ppk 为 0.909,机器 2 对应的 Ppk 为 0.875,这表明过程数据过于接近规格限。可接受的 Pp 和 Ppk 最小值一般是 1.33。因为两台机器的整体能力指数均低于 1.33,所以该过程无法产生符合规格的销。