规格下限
过程的规格下限是产品或服务的最小允许值。此限制不指示进程的执行方式,而是指示您希望其执行方式。您可以在设置能力分析时指定 规格下限。
解释
使用规格上限和规格下限定义客户要求并评估过程是否可产生满足这些要求的项目。
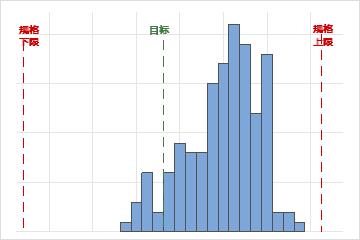
规格上限和下限由直方图上的垂直虚线标识。将直方图条形与线条进行比较,以评估测量值是否在规格限值内。
规格散布是规格上限和规格下限 ( 规格上限– 规格下限) 之间的距离。假设一家公司生产圆珠笔,球的目标外径为 0.35 毫米。球体外径的可接受范围为 0.34 至 0.36 mm。因此,规格下限为 0.34,规格上限为 0.36,规格展开为 0.02 mm。
Minitab 将规格散布与过程散布进行比较,以确定过程能力。
目标值
目标值是依据客户要求的理想过程值。例如,如果一种产品中的圆柱体部件在直径为 32 毫米时可实现最优性能,则 32 毫米是此部件的目标值。
解释
使用目标定义客户要求并与观测值进行比较。
目标值通常(但不总是)位于规格下限和规格上限的中央。如果您具有目标值,请检查过程是否位于目标值附近的中心处。
规格上限
过程的规格上限是产品或服务的最大允许值。此限制不指示进程的执行方式,而是指示您希望其执行方式。在设置能力分析时指定 规格上限。
解释
使用规格上限和规格下限定义客户要求并评估过程是否可产生满足这些要求的项目。
规格上限和下限由直方图上的垂直虚线标识。将直方图条形与线条进行比较,以评估测量值是否在规格限值内。
规格散布是规格上限和规格下限 ( 规格上限– 规格下限) 之间的距离。假设一家公司生产圆珠笔,球的目标外径为 0.35 毫米。球体外径的可接受范围为 0.34 至 0.36 mm。因此,规格下限为 0.34,规格上限为 0.36,规格展开为 0.02 mm。
Minitab 将规格散布与过程散布进行比较,以确定过程能力。
样本中位数
样本中位数是数据集的中点。在此中点值所在的点上,有一半的观测值大于中点值,有一半的观测值小于中点值。中位数是通过对观测值排秩并在秩顺序中查找第 [N + 1] / 2 位的观测值来确定的。如果观测值数为偶数,则中位数是排在第 N / 2 位和第 [N / 2] + 1 位的观测值的平均值。
解释
使用样本中位数估计过程的中值。在大多数数据中,中位数是对流程中典型数据的良好估计。通常,您希望中位数接近过程目标。
对于服从对称的钟形分布的数据,样本均值通常是对过程中典型数据的良好估计。对于不遵循对称的钟形分布的数据,样本均值有时与典型数据相差甚远。当均值与典型数据相距甚远时,样本中位数可以更好地表示典型数据。
样本均值
样本均值是样本测量值的平均值。
解释
使用样本均值估计过程的平均值。通常,您希望均值接近过程目标。
对于服从对称的钟形分布的数据,样本均值通常是对过程中典型数据的良好估计。对于不遵循对称的钟形分布的数据,样本均值有时与典型数据相差甚远。当均值与典型数据相距甚远时,样本中位数可以更好地表示典型数据。
样本标准差
样本标准差是所有测量值的标准差,是对过程整体变异的估计值。如果正确收集数据,则总体标准差将捕获系统性变异的所有来源。在这种情况下,它表示客户随时间推移所经历的过程的实际变化。
解释
标准差是离差的最常用度量,即数据从均值扩散的程度。较大样本标准差表示您的数据在均值周围扩散得较为广泛。通常,与标准差较大的标准差相比,具有较小标准差的相同过程的能力更强。
样本 N
样本数量 (N) 是数据中观测值的总数。例如,如果收集了大小为 5 的 20 个子组,则样本 N 为 100。
解释
使用 N 估计样本数量。
通常,样本数量越大,产生的过程能力估计值越可靠。一些专家建议能力分析最少具有 100 个总观测值。