LSL
过程的规格下限 (LSL) 是产品或服务的最小允许值。此限值并非表示过程的实际性能,而表示您所希望的过程性能。您将在设置能力分析时指定规格下限。
注意
如果您在执行能力分析时使用数据变换,Minitab 还会计算 LSL*,即变换的数据的规格下限。
解释
使用规格上限和规格下限定义客户要求并评估过程是否可产生满足这些要求的项目。
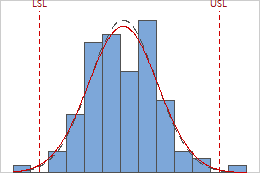
规格上限和规格下限由直方图上的垂直虚线标识。将直方图条形与这些线进行比较,评估测量值是否在规格限之内。
规格散布是规格上限和规格下限 (USL – LSL) 之间的距离。 假设一家公司生产圆珠笔,并且圆珠笔的目标外直径为 0.35 毫米。可接受的圆珠笔外直径为 0.34 至 0.36 毫米。因此,规格下限为 0.34、规格上限为 0.36 且规格散布为 0.02 毫米。
Minitab 将规格散布与过程散布进行比较,以确定过程能力。
目标值
目标值是依据客户要求的理想过程值。例如,如果一种产品中的圆柱体部件在直径为 32 毫米时可实现最优性能,则 32 毫米是此部件的目标值。
解释
使用目标定义客户要求并与观测值进行比较。
目标值通常(但不总是)位于规格下限和规格上限的中央。如果您具有目标值,请检查过程是否位于目标值附近的中心处。
USL
过程的规格上限 (USL) 是产品或服务的最大允许值。此限值并非表示过程的实际性能,而表示您所希望的过程性能。您将在设置能力分析时指定规格上限。
注意
如果您在执行能力分析时使用数据变换,Minitab 还会计算 USL*,即变换的数据的规格上限。
解释
使用规格上限和规格下限定义客户要求并评估过程是否可产生满足这些要求的项目。
规格上限和规格下限由直方图上的垂直虚线标识。将直方图条形与这些线进行比较,评估测量值是否在规格限之内。
规格散布是规格上限和规格下限 (USL – LSL) 之间的距离。 假设一家公司生产圆珠笔,并且圆珠笔的目标外直径为 0.35 毫米。可接受的圆珠笔外直径为 0.34 至 0.36 毫米。因此,规格下限为 0.34、规格上限为 0.36 且规格散布为 0.02 毫米。
Minitab 将规格散布与过程散布进行比较,以确定过程能力。
样本均值
样本均值是样本测量值的平均值,或者是您为分析指定的历史过程均值。
解释
使用样本均值估计过程的平均值。
因为数据为非正态,并且数据可能不服从对称且呈钟形的分布,所以样本均值可能不会出现在分布的峰值处。
样本 N
样本数量 (N) 是数据中观测值的总数。例如,如果收集了大小为 5 的 20 个子组,则样本 N 为 100。
解释
使用 N 估计样本数量。
通常,样本数量越大,产生的过程能力估计值越可靠。一些专家建议能力分析最少具有 100 个总观测值。
形状
分布的形状参数确定了分布函数的形状。可从数据估计形状值,也可以根据历史记录知识来指定形状值。
解释
给定分布的形状参数可影响数据的对称或偏斜方式。
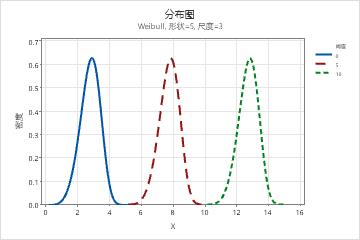
形状参数对 Weibull 分布的影响
下图显示了不同的形状参数值对 Weibull 分布的影响。
尺度
分布的尺度参数,确定分布函数的尺度。可从数据估计尺度,也可以根据历史过程知识来指定尺度。
解释
尺度参数会影响数据的发散方式。一般来说,较大的尺度值可能会导致发布更多地呈水平发散。较小的尺度值可能会导致分布更多地呈水平收缩。
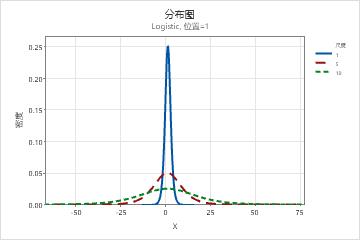
尺度参数对 Logistic 分布的影响
下图显示了不同的尺度参数值对 Logistic 分布的影响。
阈值
阈值参数提供随机变量的估计最小值。可从数据中估计阈值,或者根据历史过程知识指定阈值。
解释
阈值参数将定义分布中理论上可能的数据最小值的位置。
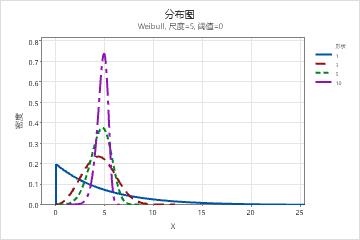
阈值参数对 Weibull 分布的影响
下图显示了不同的阈值参数值对 Weibull 分布的影响。
位置
位置参数控制分布的位置。可从数据估计位置值,也可以根据历史过程知识来指定位置值。
解释
位置参数可以通过沿 x 轴偏移数据来影响数据的位置。正位置值将向右侧偏移分布,负位置值将向左侧偏移分布。
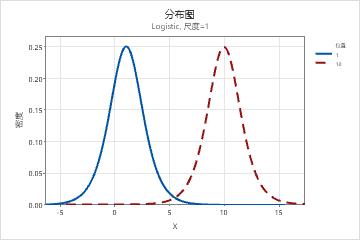
位置参数对 Logistic 分布的影响
下图显示了不同的位置参数值对 Logistic 分布的影响。
均值
如果使用指数分布为非正态数据建模,Minitab 将报告该分布的均值参数。
解释
均值参数用于定义数据分布的中心值。在指数分布中,当阈值参数为 0 时,均值等于尺度参数。