分布参数的极大似然估计
最大似然 (ML) 方法估计每个分布的似然函数最大化的分布参数的值。目标是在分布模型和观测样本数据之间获得最佳一致性。
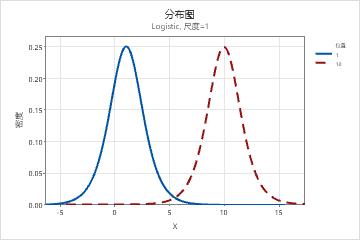
- 位置
- 此参数影响分布的位置。例如,使用不同的位置参数,可以沿着水平轴对 Logistic 分布进行移位。
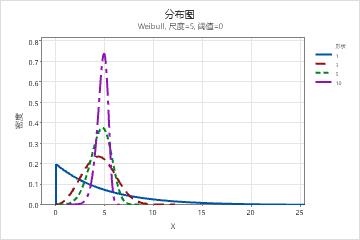
- 形状参数
- 此参数会影响分布的形状。例如,使用不同的形状参数,Weibull 分布可能看起来更偏斜或更对称。
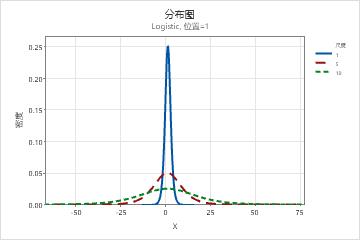
- 尺度参数
- 此参数会影响分布的比例。例如,使用不同的尺度参数,逻辑分布可能看起来更伸展或更压缩。
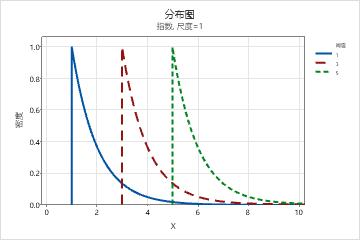
- 阈值
- 此参数会影响随机变量的最小值。例如,使用不同的阈值参数,可以在不同的值范围内定义指数分布。
注意
对于正态分布和对数正态分布以外的所有分布,Minitab 使用极大似然方法计算参数估计值;对于正态分布和对数正态分布,使用非偏倚参数估计值。
解释
使用分布参数的 ML 估计值可以了解用于数据的特定分布模型。例如,假设质量工程师认为,基于历史过程知识以及 Anderson-Darling 和 LRT p 值,3 参数 Weibull 分布可为过程数据提供最好的拟合。为了解用于进行数据建模的特定 3 参数 Weibull 分布,工程师检查针对分布计算的形状、尺度和阈值的 ML 估计值。
分布
该分析为几种常用分布提供了拟合优度统计量和分布参数。其中的许多分布具有多种用途,而且可以对许多连续数据(包括具有正值、负值和 0 的数据)进行建模。
- 对数正态
- 指数
- Weibull
- Gamma
- 对数 Logistic
因此,如果数据包含负值或 0,则 Minitab 不会报告这些特定分布的结果。在这种情况下,请使用每个分布的更高参数版本的结果。例如,如果数据包含负值,则 Minitab 不会报告对数正态分布的结果。相反,请使用 3 参数对数正态分布的结果。
有关分配的详细信息,请转到 为什么 Weibull 是用于非正态能力分析的默认分布?。
注意
有关用于为每个分布计算 PDF 和 CDF 的公式信息,请转到个体分布标识中分布的方法和公式。
P
注意
AD 检验的 p 值用于 Weibull 分布以外的 3 参数分布。
解释
使用 p 值评估分布的拟合。
- P ≤ α:数据不服从分布(拒绝 H0)
- 如果 p 值小于或等于显著性水平,则决策为否定原假设并得出数据不服从分布的结论。
- P > α:无法得出数据不服从分布的结论(无法否定 H0)
- 如果 p 值大于显著性水平,则决策为无法否定原假设。证据不足,无法得出数据不服从分布的结论。您可以假设数据服从分布。
- 选择行业或应用中最常用的分布。
- 选择可提供最保守结果的分布。例如,如果您要执行能力分析,则可以使用不同的分布执行分析,然后选择可生成最保守能力指标的分布。有关更多信息,请转到 个体分布标识的分布百分位数 并单击“百分比和百分位数”。
- 选择能够很好地拟合数据的最简单分布。例如,如果 2 参数和 3 参数分布都提供良好的拟合,则可以选择较为简单的 2 参数分布。
重要信息
解释来自非常小或非常大的样本的结果时要小心。如果您的样本非常小,则拟合优度检验可能没有足够的功效来检测与分布的显著偏差。如果样本非常大,则检验可能非常强大,甚至可以检测到与分布的微小偏差,而这些偏差没有实际意义。除 p 值外,还使用概率图来评估分布拟合。
自动化能力分布结果: 钙含量
| 分布 | 位置 | 尺度 | 阈值 | 形状 | P | Ppk | Cpk |
|---|---|---|---|---|---|---|---|
| 正态 | 50.7820 | 2.7648 | 0.0463827 | 1.2999 | 1.3504 | ||
| Weibull | 52.1368 | 17.825 | <0.01 | 0.7907 | |||
| 对数正态* | 3.9261 | 0.0537 | 0.0848247 | 1.4732 | |||
| 最小极值 | 52.2226 | 2.9589 | <0.01 | 0.7153 | |||
| 最大极值 | 49.5037 | 2.1699 | >0.25 | ||||
| Gamma | 0.1447 | 351.044 | 0.0706812 | 1.4275 | |||
| Logistic | 50.5718 | 1.5948 | 0.0339831 | 1.0023 | |||
| 对数 Logistic | 3.9226 | 0.0312 | 0.0495201 | 1.0864 | |||
| 指数 | 50.7820 | <0.0025 | -0.0378 | ||||
| 3 参数 Weibull | 4.5365 | 46.6658 | 1.476 | >0.5 | |||
| 3 参数对数正态 | 1.6930 | 0.4685 | 44.7401 | ||||
| 3 参数 Gamma | 1.6370 | 45.8838 | 2.992 | ||||
| 3 参数对数 Logistic | 1.5486 | 0.3276 | 45.4618 | ||||
| 2 参数指数 | 4.0633 | 46.7187 | 0.0140796 | ||||
| Box-Cox 变换 | 0.0000 | 0.0000 | 0.324445 | 2.5062 | 2.5335 | ||
| Johnson 变换 | 0.0290 | 0.9729 | 0.985835 | 2.7129 | |||
| 非参数 | 2.8889 |
在这些结果中,对数正态分布是拟合显著性水平为 0.05 的第一种方法。其他分布和转换也提供了对数据的充分拟合。考虑这些替代方法中的任何一种是否与该过程更兼容。
注意
对于多个分布,Minitab 还显示具有一个额外参数的分布的结果。例如,对于对数正态分布,Minitab 既显示 2 参数分布版本的结果,又显示 3 参数分布版本的结果。对于具有附加参数的分布,请考虑附加参数是否与您对流程的了解兼容。例如,如果过程的物理边界为非零值,则具有阈值参数的分布与过程兼容。
Ppk
- 过程均值到最近规格限(USL 或 LSL)的距离
- 过程基于其整体变异的单侧散布(3-σ 变异)
解释
可使用 Ppk 根据过程位置和过程散布评估过程的整体能力。整体能力指示客户在一段时间内体验的实际性能。
总体上讲,Ppk 值越高,过程的能力越高。Ppk 值低表明可能需要改进过程。
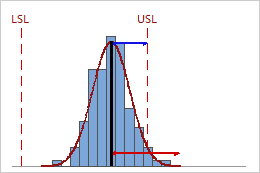
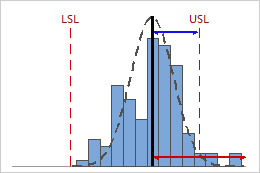
低 Ppk
在此例中,过程均值到最近规格限 (USL) 的距离小于单侧过程散布。因此,Ppk 较低 (0.66),并且过程的整体能力较差。
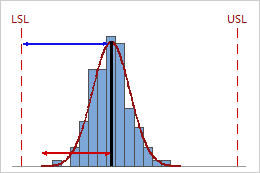
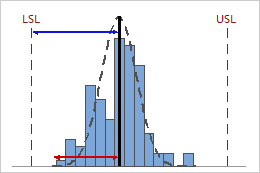
高 Ppk
在此例中,从过程均值到最近规格限 (LSL) 的距离大于单侧过程散布。 因此,Ppk 较高 (1.68),并且过程的整体能力较好。
-
将 Ppk 与基准值(代表过程可接受的最小值)进行比较。许多行业都使用基准值 1.33。如果 Ppk 比基准值低,则考虑如何改进您的过程。
-
比较 Pp 和 Ppk。 如果 Pp 和 Ppk 大致相等,则该过程位于两个规格限制之间的中心位置。如果 Pp 和 Ppk 不同,则过程不位于中心位置。
-
比较 Ppk 和 Cpk。当过程在统计意义上受控制时,Ppk 和 Cpk 大致相等。Ppk 和 Cpk 之间的差异代表在消除过程偏移和漂移的情况下预期可实现的过程能力提高。
警告
Ppk 指数只表示过程曲线的一侧,而不度量过程曲线另一侧的过程执行情况。
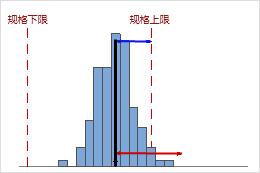
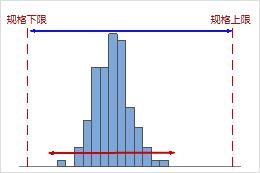
例如,下面的几个图形显示了两个具有相同 Ppk 值的过程。但是,一个过程同时违反了两个规格限,另一个过程只违反了规格上限。
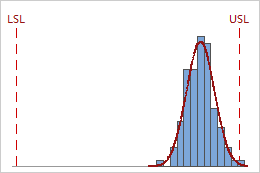
Ppk = min {PPL = 4.01, PPU = 0.64} = 0.64
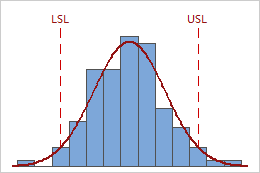
Ppk = PPL = PPU = 0.64
如果过程中具有同时超出两个规格限的不合格部件,可考虑使用其他指数(如基准 Z 值),以便更加完整地评估过程的能力。
Cpk
- 过程均值到最近规格限(USL 或 LSL)的距离
- 过程基于子组内标准差的单侧散布(3-σ 变异)
解释
可使用 Cpk 根据过程位置和过程散布评估过程的潜在能力。潜在能力指示在消除过程偏移和漂移后能够实现的能力。
总体上讲,Cpk 值越高,过程的能力越高。Cpk 值低表明可能需要改进过程。
低 Cpk
在此例中,过程均值到最近规格限 (USL) 的距离小于单侧过程散布。 因此,Cpk 值较低 (0.80),并且过程的潜在能力较差。
高 Cpk
在此例中,过程均值到最近规格限 (LSL) 的距离大于单侧过程散布。因此,Cpk 值较高 (1.64),并且过程的潜在能力较好。
您可以将 Cpk 与其他值进行比较,以获取有关过程能力的更多信息。
-
将 Cpk 与基准值(代表过程可接受的最小值)进行比较。许多行业都使用基准值 1.33。如果 Cpk 比基准值低,则考虑如何改进您的过程,例如减少其变异或改变其位置。
-
比较 Cp 和 Cpk。如果 Cp 和 Cpk 大致相等,则过程位于两个规格限制之间的中心位置。如果 Cp 和 Cpk 不同,则过程不位于中心位置。
-
比较 Ppk 和 Cpk。当过程在统计意义上受控制时,Ppk 和 Cpk 大致相等。Ppk 和 Cpk 之间的差异代表在消除过程偏移和漂移的情况下预期可实现的过程能力提高。
警告
Cpk 指数只表示过程曲线的一侧,而不度量过程曲线另一侧的过程执行情况。
例如,下面几个图形显示两个具有相同 Cpk 值的过程。但是,一个过程同时违反了两个规格限,另一个过程只违反了规格上限。
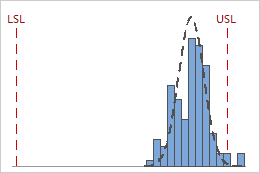
Cpk = min {CPL = 4.58, CPU = .93} = .93
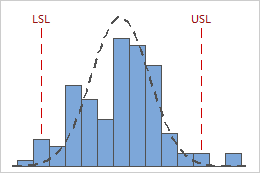
Cpk = CPL = CPU = .93
如果过程中具有同时超出两个规格限的不合格部件,可考虑使用其他指数(如基准 Z 值),以便更加完整地评估过程的能力。
Cnpk
Cnpk 是过程整体能力的度量,等于 Cnpu 和 Cnpl 的最小值。
- 单侧规格价差,从过程中位数到规格上限
- 过程扩散的一半,从过程中位数到过程上端的估计值
- 单侧规格扩散,从过程中位数到规格下限
- 过程的一半分布,从过程中位数到过程下限的估计值
解释
使用 Cnpk 根据过程位置和过程展开评估过程的整体能力。整体能力表示客户在一段时间内体验的过程的实际性能。
通常,较高的 Cnpk 值表示进程的功能越强大。较低的 Cnpk 值表示您的过程可能需要改进。
低 Cnpk
在此示例中,与过程的规格下限执行情况相比,其规格上限的执行情况要差一些。Cnpk 值等于 Cnpu (≈ 0.40),该值较低,表示能力较差。
高中圆
在此示例中,与过程的规格上限执行情况相比,其规格下限的执行情况要差一些。Cnpk 值等于 Cnpl (≈ 1.40),该值较高,表示能力良好。
-
当Cnpk< 1, 那么规格分布就小于过程分布。
-
将 Cnpk 与表示过程可接受的最小值的基准值进行比较。许多行业都使用基准值 1.33。如果 Cnpk 低于基准,请考虑改进过程的方法。
警告
Cnpk表示的过程能力仅限于“较差”侧的过程测量值,即显示较差过程性能的一侧。如果您的过程具有同时超出规格限两侧的不合格部件,请检查同时超出两个规格限的部件的能力图形和概率,以便更加完整地评估过程能力。