关于本主题
测量值类型
- 缺陷
- 缺陷是单个项目中的问题,如衬衫上的污点。一个项目可以有多个缺陷。
- 缺陷品
- 缺陷品是不符合要求的项目,如无法正常使用的钢笔。项目要么是缺陷品,要么不是缺陷品。
批次质量
属性抽样验收计划的批次质量测量单位取决于您选择对缺陷品还是缺陷进行计数。
- 不良品率
- 将缺陷品百分比表示为介于 0 和 100 之间的值。例如,如果在数量为 500 的样本中有 10 个单位是缺陷品,则缺陷品百分比为 2。
- 比率缺陷
- 将缺陷品比率表示为介于 0 和 1 之间的值。例如,如果在数量为 500 的样本中有 10 个单位是缺陷品,则缺陷品比率为 0.02。
- 每百万缺陷数
- 将缺陷品水平表示为每百万单位中的一个值。例如,每百万中 10 个缺陷品 (DPM) 表示每一百万的单位中有 10 个缺陷品。
- 单位缺陷
- 每单位的缺陷数 (DPU) 是在对总体进行抽样时,在每个单位中观测到的平均缺陷数。
- 每一百缺陷数
- 每百缺陷数 (DPH) 是在对总体进行抽样时,在每一百个单位中观测到的平均缺陷数。
- 每百万缺陷数
- 每百万缺陷数 (DPM) 是在对总体进行抽样时,在每一百万个单位中观测到的平均缺陷数。
批次大小
批次大小是在决定是验收还是拒收整个批次时,从中收集样本的总体。
通常,人们会选择便于供应商和客户进行运输和处理的批次大小。例如,方便的批次大小可能是整批货。由于抽样计划假设给定批次中部件具有同质性,因此组成批次的单元应该是在相同的加工条件下生产的。另外,一般情况下,检验数量较大的批次要比检验一系列数量较小的批次更为经济。
可接受质量水平 (AQL) 和可拒收质量水平(RQL 或 LTPD)
- 可接受质量水平 (AQL)
- 可接受质量水平 (AQL) 是供应商流程中被视为可接受的最高缺陷品率或缺陷率。AQL 描述抽样计划将验收什么,而 RQL 描述抽样计划将拒收什么。您需要设计多数时候验收处于 AQL 的特定批次产品的抽样计划。
- 可拒收质量水平 (RQL 或 LTPD)
- 可拒收质量水平 (RQL) 是消费者在单个批次中所能容忍的最高缺陷品率或缺陷率。RQL 描述抽样计划将拒收什么,而 AQL 描述抽样计划将验收什么。您需要设计多数时候验收处于 RQL 的特定批次产品的抽样计划。
解释
消费者和供应商应当议定可接受的最高缺陷品率或缺陷率 (AQL)。消费者和供应商还应议定消费者在单个批次中所能容忍的最高缺陷品率或缺陷率 (RQL)。
在本例中,AQL 水平 (1.5% 的缺陷品百分比)的验收概率为 0.95,拒收概率为 0.05。RQL 水平(10% 的缺陷品百分比)的验收概率为 0.10,拒收的概率为 0.90。
方法
| 可接受质量水平 (AQL): | 1.5 |
|---|---|
| 生产者风险 (α) | 0.05 |
| 可拒收质量水平(RQL 或 LTPD): | 10 |
| 消费者风险 (β) | 0.1 |
生产者风险 (Alpha) 和消费者风险 (Beta)
- 生产者风险 (Alpha)
- 生产者风险 α 是拒收应该验收而且质量水平等于 AQL 的批次的概率。随着 α 增加,拒收缺陷品率等于 AQL 的批次的风险会增加,这会对生产者不利。生产者风险又称为 I 型错误。
- 消费者风险 (Beta)
- 消费者风险 β 是验收应该拒收而且质量水平等同于 RQL 的批次的概率。随着 β 增加,验收缺陷品率等于 RQL 的批次的风险会增加,这会对消费者不利。消费者风险又称为 II 型错误。
解释
为了保护生产者的利益,在批次具有可验收的质量时将其拒收的风险必须很低。为了保护消费者的利益,在批次具有较差质量时将其验收的风险必须很低。
在本例中,AQL (1.5%) 水平的验收概率为 0.95,拒收概率为 0.05。RQL (10%) 水平验收的概率为 0.10,拒收的概率为 0.90。
方法
| 可接受质量水平 (AQL): | 1.5 |
|---|---|
| 生产者风险 (α) | 0.05 |
| 可拒收质量水平(RQL 或 LTPD): | 10 |
| 消费者风险 (β) | 0.1 |
样本数量
在抽样验收中,样本数量是从单个批次中随机选择以进行检验的项目数。
解释
在该示例中,样本数量为 52。您必须从整个产品批次中抽取 52 个项目。
生成的计划
| 样本数量 | 52 |
|---|---|
| 接受数 | 2 |
| 百分比缺陷 | 接受概率 | 拒绝概率 | AOQ | ATI |
|---|---|---|---|---|
| 1.5 | 0.957 | 0.043 | 1.420 | 266.2 |
| 10.0 | 0.097 | 0.903 | 0.956 | 4521.9 |
验收数
验收数是可验收的批次中样本允许的最大缺陷数或缺陷品数。
解释
在该示例中,验收数为 2。您必须从整个产品中抽取 52 个项目。如果找到了 2 个或更少的缺陷品,则验收整个批次。如果找到了 3 个或更多的缺陷品,则拒收整个批次。
生成的计划
| 样本数量 | 52 |
|---|---|
| 接受数 | 2 |
| 百分比缺陷 | 接受概率 | 拒绝概率 | AOQ | ATI |
|---|---|---|---|---|
| 1.5 | 0.957 | 0.043 | 1.420 | 266.2 |
| 10.0 | 0.097 | 0.903 | 0.956 | 4521.9 |
验收概率和拒收概率
AQL 水平的验收批次的概率应接近于 1 - α。RQL 水平的验收批次的概率应接近于 β。拒收概率就是 1 – 验收概率。
解释
在本例中,AQL 水平(1.5% 的缺陷品百分比)的验收概率为 0.957,拒收概率为 0.043。RQL 水平(10.0% 的缺陷品百分比)的验收概率为 0.097,拒收概率为 0.903。
生成的计划
| 样本数量 | 52 |
|---|---|
| 接受数 | 2 |
| 百分比缺陷 | 接受概率 | 拒绝概率 | AOQ | ATI |
|---|---|---|---|---|
| 1.5 | 0.957 | 0.043 | 1.420 | 266.2 |
| 10.0 | 0.097 | 0.903 | 0.956 | 4521.9 |
AOQ 和 AOQL
平均检出质量水平代表了进厂材料的质量与检出材料的质量之间的关系,假设将 100% 检验被拒收的批次并将替换或重新加工所有缺陷品。
注意
必须指定批次大小才能计算 AOQ 和 AOQL。
解释
在该示例中,当平均进厂质量水平为 1.5% 缺陷率时,平均检出质量为 1.42% 的缺陷率。当平均进厂质量水平为 10.0% 缺陷率时,平均检出质量为 0.956% 的缺陷率。进厂质量比检出质量差,因为对被拒收的批次进行 100% 检验,并且替换或重新返工所有不符合要求的部件。
当进厂质量水平为 4.3% 的缺陷百分比时,将出现最差的平均检出缺陷水平 (AOQL),即 2.603% 的缺陷品百分比。
方法
| 可接受质量水平 (AQL): | 1.5 |
|---|---|
| 生产者风险 (α) | 0.05 |
| 可拒收质量水平(RQL 或 LTPD): | 10 |
| 消费者风险 (β) | 0.1 |
生成的计划
| 样本数量 | 52 |
|---|---|
| 接受数 | 2 |
| 百分比缺陷 | 接受概率 | 拒绝概率 | AOQ | ATI |
|---|---|---|---|---|
| 1.5 | 0.957 | 0.043 | 1.420 | 266.2 |
| 10.0 | 0.097 | 0.903 | 0.956 | 4521.9 |
平均交付质量限(AOQL)
| AOQL | 百分比缺陷 |
|---|---|
| 2.603 | 4.300 |
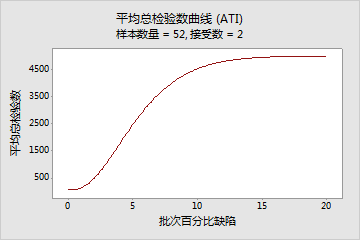
ATI
注意
必须指定批次大小才能计算 ATI。
解释
在该示例中,当平均进厂质量水平为 1.5% 的缺陷品百分比时,每个批次检验的平均单位数是 266.2。这是由于 95.7% 的情况下,您将检验 52 个项目并通过该批次,4.3% 的时间您将拒收该批次并检验所有 5000 个项目。当平均进厂质量水平为 10.0% 的缺陷品百分比时,每个批次检验的平均单位数是 4521.9,这几乎是整批货。
生成的计划
| 样本数量 | 52 |
|---|---|
| 接受数 | 2 |
| 百分比缺陷 | 接受概率 | 拒绝概率 | AOQ | ATI |
|---|---|---|---|---|
| 1.5 | 0.957 | 0.043 | 1.420 | 266.2 |
| 10.0 | 0.097 | 0.903 | 0.956 | 4521.9 |
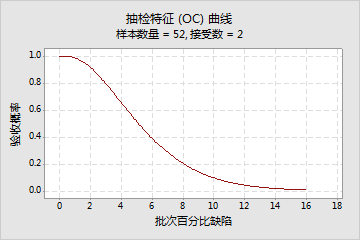
OC 曲线
抽检特征 (OC) 曲线显示抽样验收计划区分好质量批次和差质量批次的能力。OC 曲线绘制对于每个抽样计划具有不同引入质量水平的批次的验收概率。
解释
在该示例中,如果实际的缺陷品百分比为 1.5%,则基于样本验收此批次的概率为 0.957,拒收此批次的概率为 0.043。如果实际的缺陷品百分比为 10%,则验收此批次的概率为 0.097,拒收此批次的概率为 0.903。
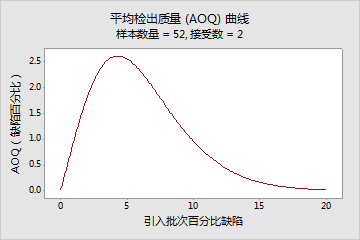
AOQ 曲线
注意
必须指定批次大小才能创建 AOQ 曲线。
解释
在该示例中,当平均进厂质量水平为 1.5% 的缺陷品百分比时,平均检出质量为 1.42% 的缺陷品百分比。当平均进厂质量水平为 10.0% 的缺陷品百分比时,平均检出质量为 0.956% 的缺陷品百分比。进厂质量比检出质量差,因为对被拒收的批次进行 100% 检验,并且替换或重新返工所有不符合要求的部件。
当进厂质量水平为 4.3% 的缺陷百分比时,将出现最差的平均检出缺陷水平 (AOQL),即 2.603% 的缺陷品百分比。
ATI 曲线
注意
必须指定批次大小才能创建 ATI 曲线。
解释