Uma equipe de pesquisadores quer usar dados de um processo de moldagem por injeção para estudar configurações para máquinas que maximizam um tipo de força de uma peça plástica. As variáveis incluem controles nas máquinas, diferentes fórmulas plásticas e máquinas de moldagem por injeção. A equipe quer identificar configurações de processo que produzam peças com alta resistência minimizando o excesso de peso. Essas duas respostas são de especial interesse porque uma forma de alcançar alta resistência é criar peças mais densas e pesadas. A análise também inclui uma variável de resposta multinomial que classifica partes como subpreenchidas, nominais ou sobrepreenchidas.
Os engenheiros ajustam modelos preditivos tanto para as respostas quanto Otimizador de resposta para encontrar configurações de preditor que equilibram o trade-off entre as duas respostas.
- Abra os dados amostrais, ProcessoInjecaoRespMultiplas.MPX.
- Escolha .
- Selecione Estado de enchimento na Planilha 1. Depois, selecione Random Forests® Classificação multinomial 1 como modelo.
- Selecione Peso adicional na Planilha 1. Depois, selecione MARS® Regressão 1 como modelo.
- Selecione força na Planilha 1. Depois, selecione TreeNet® Regressão 1 como modelo.
- Selecione OK.
Verifique os modelos
Os resultados do diagrama do modelo mostram que o desempenho dos modelos, os intervalos de variáveis e as importâncias das variáveis. A equipe concorda que os valores de R-quadrado são altos o suficiente e que a taxa de classificação errada é baixa o suficiente. A equipe também concorda que as variáveis têm seus intervalos esperados. Como os resultados são os esperados pela equipe, a equipe segue para a análise de otimização.
Desempenho do modelo
| Variável de resposta | Modelo |
|---|---|
| Estado de enchimento | Random Forests® Classificação multinomial 1 |
| Peso adicional | MARS® Regressão 1 |
| força | TreeNet® Regressão 1 |
| Variável de resposta | Método de validação | Desempenho |
|---|---|---|
| Estado de enchimento | Out-of-Bag | Taxa de classificação errada: 7,24% |
| Peso adicional | Validação cruzada de 5 dobras | R-quadrado: 87,97% |
| força | Validação cruzada de 5 dobras | R-quadrado: 89,92% |
Amplitudes de Variável
| Variável | Importância média | ID | Valores | Respostas |
|---|---|---|---|---|
| temperatura do molde | 66,6667 | 9 | [30,1; 1649,5] | Peso adicional; força |
| pressão de injeção | 53,7347 | 1 | [75; 150] | Todos |
| temperatura de resfriamento | 46,8183 | 2 | [25; 45] | Todos |
| Temperatura plástica | 33,3333 | 5 | [200; 400] | Estado de enchimento |
| pressão nas costas | 28,5955 | 4 | [0,4; 0,7] | Estado de enchimento |
| Segurar pressão | 25,1115 | 3 | [21; 48] | Estado de enchimento; Peso adicional |
| Taxa de fluxo de plástico | 23,3546 | 6 | [10; 50] | Estado de enchimento |
| máquina | 19,5256 | 7 | 1; 2; 3; 4 | Peso adicional; força |
| temperatura da injeção | 0,9739 | 8 | [85; 100] | Peso adicional |
Peform a otimização
- Nos resultados, selecione Otimizador de resposta.
- Na Estado de enchimento linha, selecione Nominal em Classes do otimizador. Selecione Maximizar em Meta.
- Na Peso adicional linha, selecione Minimizar em Meta.
- Na força linha, selecione Maximizar em Meta.
- Selecione Desejabilidade.
- Na Peso adicional linha, especifique os seguintes valores:
Alvo Superior Peso Importância 0 2 1 1 - Na força linha, especifique os seguintes valores:
Inferior Alvo Peso Importância 300 1600 1 3 - Clique em OK em cada caixa de diálogo.
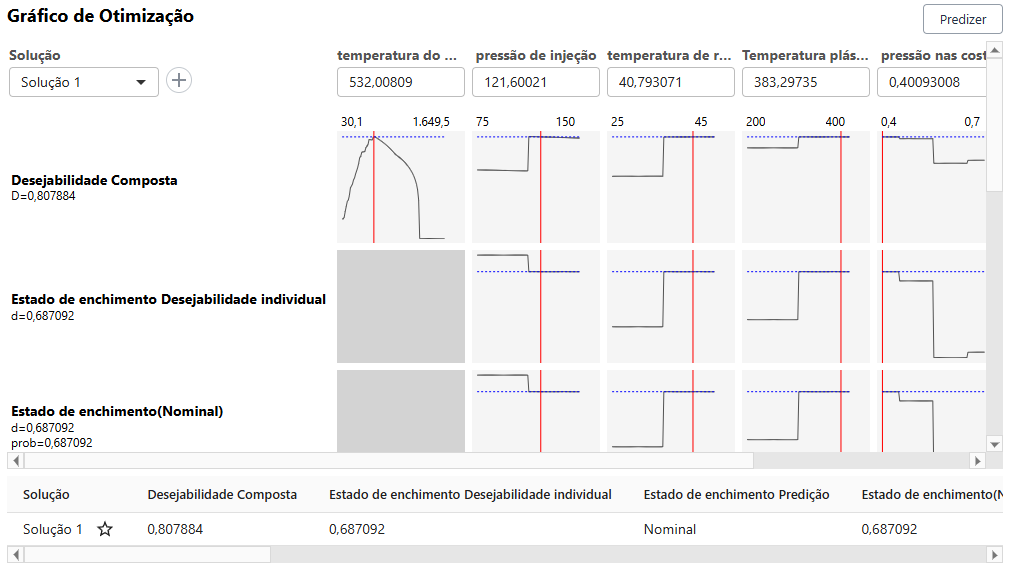
O Minitab usa os modelos armazenados para estimar as configurações de preditor que otimizam os valores das variáveis de resposta. A desejabilidade combinada ou composta dessas respostas é aproximadamente 0,8, o que indica que a solução não atingiu a meta para pelo menos 1 resposta.
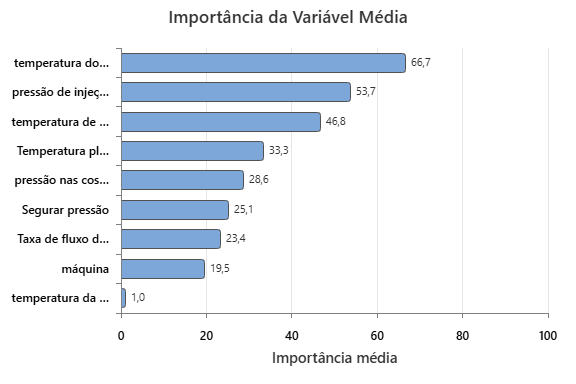
A tabela de Intervalos de Variáveis inclui a importância média das variáveis entre os modelos na otimização. Nesses dados, temperatura do molde está a variável mais importante. As variáveis estão na tabela em ordem de importância média, então temperatura do molde está no topo.
Otimização da Resposta: Estado de enchimento; Peso adicional; força
Examine o gráfico de otimização
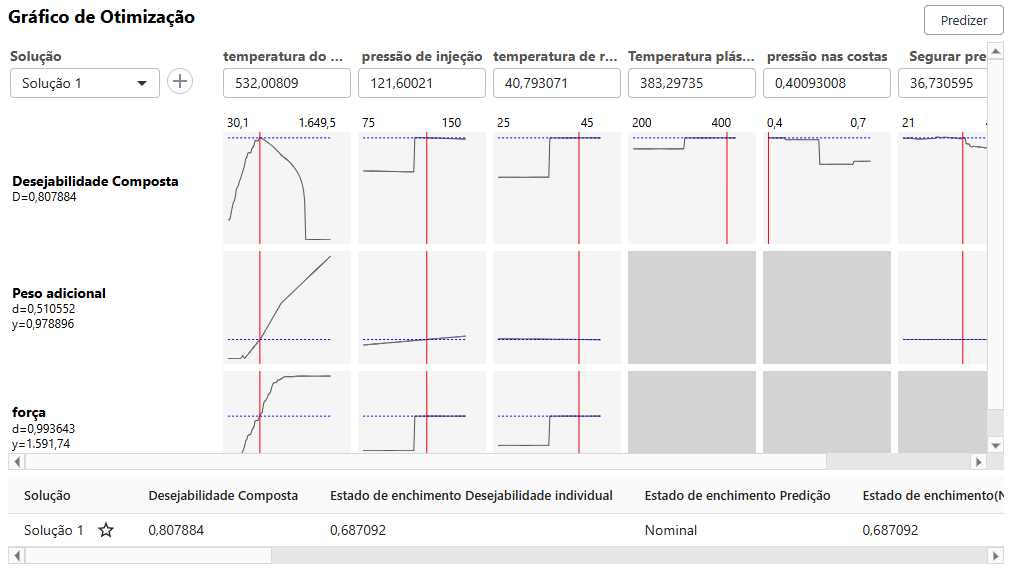
O gráfico de otimização mostra que um aumento em temperatura do molde aumenta a desejabilidade de força. Um aumento em temperatura do molde diminui a desejabilidade de Peso adicional. Como as especificações para a otimização dizem que força é o mais importante , a otimização encontra uma solução que tem uma desejabilidade individual de quase 1 para força. A solução possui altas desejáveis individuais para Peso adicional e para Estado de enchimento.
Você pode ajustar as configurações de fator desta solução inicial diretamente na representação gráfica. Mova as barras verticais para alterar as configurações do preditor e veja como a desejabilidade individual (d) das respostas e a desejabilidade composta mudam.
Editar o gráfico de otimização
- Selecione o gráfico de otimização.
- Abra o menu do gráfico no canto superior direito do gráfico de otimização.
- Selecione Opções de gráfico.
- No painel, expanda Opções.
- Desmarque Mostrar gráficos de desejabilidade individuais.
- Selecione Variáveis de resposta.
- Desmarque Estado de enchimento.
- Selecione OK.
O gráfico de otimização modificado destaca a necessidade de selecionar uma temperatura de molde que equilibre o aumento do peso extra com o aumento da resistência