Neste tópico
Etapa 1: Use a tabela ANOVA para identificar fatores significativos e interações
- Operador: a variação de que ocorre a partir dos operadores.
- Peça (Operador): A variação que é proveniente das peças que estão aninhadas dentro de cada operador.
- Erro ou repetibilidade: a variação que não é explicada pela peça ou operador.
R&R da Medição (Aninhada) para Resposta
| Fonte | GL | SQ | QM | F | P |
|---|---|---|---|---|---|
| Operador | 2 | 2,618 | 1,30922 | 0,2594 | 0,773 |
| Peça (Operador) | 27 | 136,285 | 5,04758 | 34,5709 | 0,000 |
| Repetibilidade | 30 | 4,380 | 0,14601 | ||
| Total | 59 | 143,283 |
Resultados principais: P
Neste exemplo, o valor de p para o operador é 0,773. Como o valor de p é maior que 0,05, você deixa de rejeitar a hipótese nula e é possível concluir que a medição da força média provavelmente não depende de qual operador toma as medidas. O valor de p para a Peça (Operador) é 0,000 e é inferior a 0,05. As medições médias de diferentes peças aninhadas dentro de cada operador são significativamente diferentes.
Etapa 2: Avaliar a variação para cada fonte de erros de medição
- Medição R&R total: a soma dos componentes de variância de repetibilidade e reprodutibilidade.
- Repetibilidade: a variabilidade nas medições quando o mesmo operador mede peças do mesmo lote.
- Reprodutibilidade: a variabilidade nas medições quando diferentes operadores medem as peças.
- Peça a peça: a variabilidade nas medições devida às diferentes peças.
Observação
Se um operador puder medir uma peça apenas uma vez (como com testes destrutivos), você deve ser capaz de supor que todas as peças dentro de um único lote são idênticas o suficiente para afirmar que elas são a mesma peça. Se você não for capaz de fazer essa suposição, a variação peça a peça dentro de um lote irá mascarar a variação do sistema de medição.
De maneira ideal, muito pouco da variabilidade deve ser devida à repetibilidade e reprodutibilidade. As diferenças entre as peças (peça a peça) deve responder pela maior parte da variabilidade.
Componentes de Variância
| Fonte | CompVar | %Contribuição (de CompVar) |
|---|---|---|
| Total de R&R da Medição | 0,14601 | 5,62 |
| Repetibilidade | 0,14601 | 5,62 |
| Reprodutibilidade | 0,00000 | 0,00 |
| Peça a Peça | 2,45079 | 94,38 |
| Variação Total | 2,59679 | 100,00 |
Resultados principais: VarComp, %Contribution
O %Contribution para a medição R&R total é 5,62% e para a variação peça a peça é 94,38%. Quando o %Contribution de variação peça a peça é alto, o sistema de medição pode distinguir de forma segura entre as peças.
Avaliação das Medições
| Fonte | DesvPad (DP) | Var do Estudo (6 × DP) | %Var do Estudo (%VE) |
|---|---|---|---|
| Total de R&R da Medição | 0,38211 | 2,29265 | 23,71 |
| Repetibilidade | 0,38211 | 2,29265 | 23,71 |
| Reprodutibilidade | 0,00000 | 0,00000 | 0,00 |
| Peça a Peça | 1,56550 | 9,39300 | 97,15 |
| Variação Total | 1,61146 | 9,66874 | 100,00 |
Principais resultados: %Study Var
Use a variação do estudo percentual (%Study Var) para comparar a variação sistema de medição com a variação total. O %Study Var utiliza a variação do processo, como definido por 6 vezes o desvio padrão do processo. O Minitab exibe a coluna %Tolerance ao inserir um valor de tolerância, e o Minitab exibe a coluna %Process ao inserir em um desvio padrão histórico.
De acordo com as diretrizes do AIAG, se a variação do sistema de medição for menor do que 10% da variação do processo, ele é aceitável. A medição R&R total é de 23,71% da variação do estudo. A variação da medição R&R total pode ser aceitável, dependendo da aplicação. A ação corretiva para melhorar o sistema de medição pode incluir o treinamento de operadores ou aquisição de melhores instrumentos de medição. Para obter mais informações, acesse O meu sistema de medição é aceitável?.
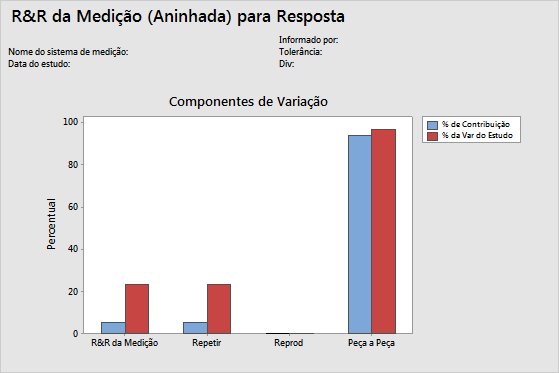
Resultado principal: Gráfico dos componentes da variação
Os componentes do gráfico de variação mostram a variação a partir das fontes de erro de medição. O Minitab exibe barras para %Tolerance ao inserir um valor de tolerância, e o Minitab exibe as barras para %Process ao inserir um desvio padrão histórico.
Este gráfico mostra que a maioria da variabilidade é proveniente da variação peça a peça, o que indica que a maior parte da variação do sistema de medição é devida a diferenças entre as peças.
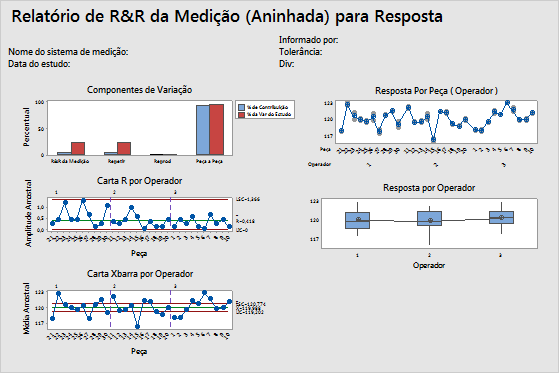
Etapa 3: Examine os gráficos para obter mais informações sobre o estudo de medição
- Gráfico dos componentes da variação
- Mostra se o maior componente de variação é variação é peça a peça.
- Carta R por operador
- Mostra se algum ponto fica acima do limite de controle superior.
- Carta Xbarra por operador
- Mostra se a maioria dos pontos ficam além dos limites de controle.
- Gráfico de medições por peça (operador)
- Mostra se várias medições para cada peça de cada operador estão próximas umas das outras, o que indica variabilidade entre as peças e variabilidade dentro das peças.
- Gráfico de medições por operador
- Mostra se diferenças entre operadores são pequenas comparadas com as diferenças entre as peças.