Um engenheiro de processo quer avaliar o sistema de medição refratária de vidro de um processo de fabricação de vidro. O engenheiro pede a três operadores para medir as propriedades refratárias de 22 peças de vidro em duas estações.
Como este estudo possui um fator fixo (estação), o engenheiro realiza um estudo de medição R&R expandida para avaliar a variabilidade nas medições que pode ser causada pelo sistema de medição.
- Abra os dados amostrais, RefraçãoDoVidro.MWX.
- Selecione .
- Em Números de peça, insira Peça.
- Em Operadores, insira Operador.
- Em Dados da medição, insira Medição.
- Em Fatores adicionais, insira Estação.
- Em Fatores fixos, insira Estação.
- Clique no botão Termos.
- Em Incluir termos no modelo até a ordem, selecione 2.
- Em Termos selecionados, remova o termo de interação Peça*Estação do modelo.
- Clique em OK na cada caixa de diálogo.
Interpretar os resultados
A primeira tabela ANOVA de duas vias inclui termos para a peça, operador, fatores fixos, e as interações. Se o valor de p de uma interação for ≥ 0,05, o Minitab omite a interação do modelo completo, porque não é significativo. Neste exemplo, o valor de p de Peça*Operador é 0,189, e o valor de p de Operador*Estação é 0,598. Assim, o Minitab gera uma segunda tabela ANOVA de duas vias que omite as interações do modelo final.
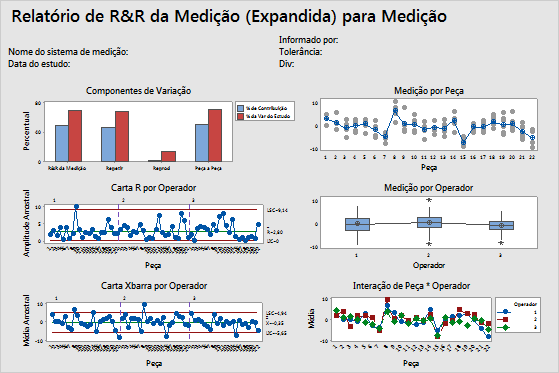
Para os dados de refração, o sistema de medição (%Contribution da medição R&R total, aproximadamente 49%) tem tanta variabilidade quanto as peças (%Contribution peça a peça, aproximadamente 51%). A medição R&R total é igual a aproximadamente 70% da variação do estudo. A repetibilidade é aproximadamente 69% da variação do estudo, o que indica que o sistema de medição não mede a mesma peça de forma consistente.
Este processo pode definir uma única categoria distinta, o que indica que o sistema de medição não pode distinguir entre as peças. Para obter mais informações, acesse Usando o número de categorias distintas em um estudo de medição R&R.
- Nos Componentes de Variação gráfico, é possível ver que sistema de medição explica aproximadamente a mesma quantidade de variação como a variação peça a peça. Especificamente, a maior parte da variabilidade é proveniente da imprecisão do sistema de medição (Repetibilidade).
- Na Carta R pelo Operador, vários dos pontos de dados estão fora de controle, o que indica que os três operadores medem de forma inconsistente.
- Na carta Xbarra pelo Operador, apenas alguns pontos estão além dos limites de controle para cada operador. Para esta carta, pelo menos 50% dos pontos devem estar fora de controle para indicar um sistema de medição aceitável. Assim, neste exemplo, a carta Xbar indica um sistema de medição que pode não ser aceitável.
- No gráfico Por Peça, as medições de cada peça variam sensivelmente. Essa variabilidade pode ser devida à imprecisão do sistema de medição. As médias também variam sensivelmente, o que é desejável porque as peças usadas no estudo devem representar toda a gama de possível de peças.
- No gráfico Por Operador, as medições para cada operador variam aproximadamente na mesma quantidade. Embora sempre exista alguma variação, os dados indicam que os operadores medem de forma semelhante.
- No gráfico de interação Operador*Peça, as linhas seguem umas às outras de perto. No entanto, algumas inconsistências estão presentes. Por exemplo, o Operador de 3 parece ter medidas diferentes para a peça 19 do que os outros dois operadores.
Informações dos Fatores
| Fator | Tipo | Níveis | Valores |
|---|---|---|---|
| Peça | Aleatório | 22 | 1; 2; 3; 4; 5; 6; 7; 8; 9; 10; 11; 12; 13; 14; 15; 16; 17; 18; 19; 20; 21; 22 |
| Operador | Aleatório | 3 | 1; 2; 3 |
| Estação | Fixo | 2 | 1; 2 |
Tabela de ANOVA com Todos os Termos
| Fonte | GL | SQ Seq | SQ (Aj.) | QM (Aj.) | Valor F | Valor-P | |
|---|---|---|---|---|---|---|---|
| Peça | 21 | 1071,30 | 1071,30 | 51,014 | 6,46 | 0,000 | |
| Operador | 2 | 32,18 | 32,18 | 16,089 | 3,27 | 0,164 | x |
| Estação | 1 | 11,25 | 11,25 | 11,247 | 3,50 | 0,202 | |
| Peça*Operador | 42 | 331,81 | 331,81 | 7,900 | 1,27 | 0,189 | |
| Operador*Estação | 2 | 6,43 | 6,43 | 3,217 | 0,52 | 0,598 | |
| Repetibilidade | 63 | 390,53 | 390,53 | 6,199 | |||
| Total | 131 | 1843,50 |
Tabela de ANOVA com os Termos Usados para Cálculos de R&R da Medição
| Fonte | GL | SQ Seq | SQ (Aj.) | QM (Aj.) | Valor F | Valor-P |
|---|---|---|---|---|---|---|
| Peça | 21 | 1071,30 | 1071,30 | 51,014 | 7,49 | 0,000 |
| Operador | 2 | 32,18 | 32,18 | 16,089 | 2,36 | 0,099 |
| Estação | 1 | 11,25 | 11,25 | 11,247 | 1,65 | 0,202 |
| Repetibilidade | 107 | 728,77 | 728,77 | 6,811 | ||
| Total | 131 | 1843,50 |
Componentes de Variância
| Fonte | CompVar | %Contribuição (de CompVar) |
|---|---|---|
| Total de R&R da Medição | 7,1070 | 49,10 |
| Repetibilidade | 6,8109 | 47,06 |
| Reprodutibilidade | 0,2961 | 2,05 |
| Operador | 0,2109 | 1,46 |
| Estação | 0,0852 | 0,59 |
| Peça a Peça | 7,3672 | 50,90 |
| Peça | 7,3672 | 50,90 |
| Variação Total | 14,4743 | 100,00 |
Avaliação das Medições
| Fonte | DesvPad (DP) | Var do Estudo (6 × DP) | %Var do Estudo (%VE) |
|---|---|---|---|
| Total de R&R da Medição | 2,66590 | 15,9954 | 70,07 |
| Repetibilidade | 2,60978 | 15,6587 | 68,60 |
| Reprodutibilidade | 0,54413 | 3,2648 | 14,30 |
| Operador | 0,45921 | 2,7552 | 12,07 |
| Estação | 0,29189 | 1,7514 | 7,67 |
| Peça a Peça | 2,71427 | 16,2856 | 71,34 |
| Peça | 2,71427 | 16,2856 | 71,34 |
| Variação Total | 3,80450 | 22,8270 | 100,00 |