Um engenheiro de qualidade de uma empresa de peças plásticas monitora o processo de moldagem por injeção. Uma máquina tem uma matriz que cria cinco peças de uma vez. O engenheiro coleta 20 subgrupos de cinco peças cada. O engenheiro monitora tanto a variação entre subgrupos entre as peças que são criadas ao mesmo tempo quanto a variação entre subgrupos entre os lotes.
O engenheiro cria uma carta I-MR-R/S para monitorar o processo de moldagem por injeção.
- Abra os dados amostrais, MoldagemDeInjeção.MWX.
- Selecione .
- Na lista suspensa, selecione Todas as observações de uma carta estão em uma coluna, insira Peças.
- Em Tamanhos dos subgrupos, insira Subgrupo.
- Clique em Opções de I-AM-R/S.
- Na guia Testes, selecione 1 ponto > desvios padrão K da linha central (Teste 1) e K pontos consecutivos do mesmo lado da linha central (Teste 2).Se você não tem certeza qual testa aplicar na sua situação específica, use os Testes 1 e 2.
- Clique em OK em cada caixa de diálogo.
Interpretar os resultados
Um subgrupo falhou no Teste 1 na carta Amplitude Móvel, e um ponto falhou no Teste 1 na carta R. A variação entre o subgrupo e a variação dentro dos subgrupos não está sob controle. Nenhum subgrupo falhou no teste para causas especiais na carta I. A carta I não mostra nenhuma evidência de falta de controle no local do processo.
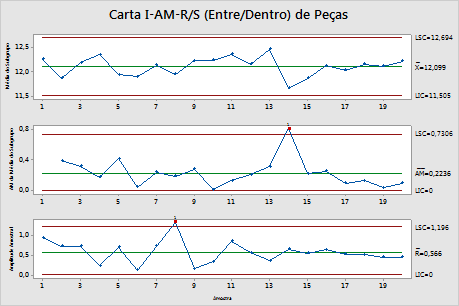
Resultados do Teste para a Carta AM das Médias dos Subgrupos de Peças
| TESTE 1. Um ponto mais que 3,00 desvios padrão da linha central. |
|---|
| O teste falhou nos pontos: 14 |
Resultados do Teste para a Carta R de Peças
| TESTE 1. Um ponto mais que 3,00 desvios padrão da linha central. |
|---|
| O teste falhou nos pontos: 8 |
Desvios Padrão
| Entre | 0,165737 |
|---|---|
| Dentro | 0,243244 |
| Entre/Dentro | 0,294341 |