Sobre a coleta de dados em subgrupos
Você pode usar observações individuais ou dados em subgrupos para análise de capacidade. Certifique-se de coletar dados durante um período de tempo longo o bastante para representar as diferentes fontes da variação do processo.
Sempre que possível, colete dados em subgrupos racionais, que são pequenas amostras de itens semelhantes (normalmente 3 a 5) que são produzidos durante um curto período de tempo. Os subgrupos devem ser representativos da saída do processo que deseja avaliar. Os itens de cada subgrupo são coletados sob as mesmas entradas e condições, como pessoal, equipamentos, fornecedores ou ambiente. Portanto, quando você estimar a variação nestes pequenos subgrupos, estime a variação natural ou inerente ao processo.
Os subgrupos podem coletados em conjunto em um período de tempo próximo, mas ainda serem independentes uns dos outros. Por exemplo, uma máquina de corte produz 100 peças plásticas por hora. O engenheiro de qualidade mede cinco peças selecionadas aleatoriamente a cada hora. Cada amostra de cinco peças é um subgrupo.
Como os subgrupos de relacionam à variação do processo
Há dois tipos de variação em um processo: variação dentro do subgrupo e variação entre subgrupos. Para aprimorar a qualidade do processo, você deve fazer um esforço para eliminar a variação entre subgrupos e reduzir a variação dentro do subgrupo.
- Variação dentro do subgrupo
- A variação entre as medições dentro de subgrupos; também conhecida como variação de causa comum.
- Variação entre subgrupos
- A variação que existe entre subgrupos que pode ser causada por fatores específicos identificáveis ou causas especiais.
Variação dentro do subgrupo e entre subgrupos
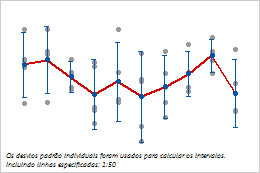
Este gráfico de valores individuais exibe os valores das amostras tomadas de uma máquina de corte. Cada linha vertical dos pontos representados em gráfico representa valores em um subgrupo. Os intervalos representam a variação dentro do subgrupo, e a linha de conexão média representa a variação entre subgrupos.
Quando você não puder coletar subgrupos racionais, estime a variação entre subgrupos
Algumas vezes não é possível ou prático coletar subgrupos racionais, de forma que, toda a variação devida a causas comuns está presente em cada subgrupo.
Por exemplo, você pode produzir um grande número de peças da mesma partida ou lote de matéria-prima. Se cada subgrupo for amostrado de uma partida separada, a variação dentro do subgrupo não irá explicar a variação entre partidas. A variação entre subgrupos precisa ser estimada separadamente. As variações entre subgrupos e dentro do subgrupo podem ser combinadas para o efeito total da variação de causa comum.
Como o tamanho do subgrupo afeta as estimativas da variação do processo?
Para Análise de capacidade normal e Análise de capacidade não normal, você pode usar subgrupos de qualquer tamanho, incluindo subgrupos de tamanho 1. Você também pode usar subgrupos de tamanho variado dentro da mesma análise.
A variação global do processo, conforme medido pelo desvio padrão global, não muda para tamanhos de subgrupos variados porque seu cálculo depende o tamanho amostral total, e não do tamanho amostral do subgrupo.
Mesmo quando o tamanho do subgrupo é 1, os desvios padrão dentro do subgrupo e global resultam em valores diferentes. Contudo, se houver variação insignificante entre os subgrupos, essas duas estimativas serão aproximadamente iguais.
Com a Análise de capacidade entre/dentro, os tamanhos dos seus subgrupos devem atender os requisitos a seguir.
- Tamanho do subgrupo > 1
- Quando o tamanho do subgrupo é 1, a única maneira de estimar o desvio padrão dentro do subgrupo é usar subgrupos adjacentes. Isso é apropriado quando você pode assumir que não há variação entre os subgrupos, conforme é normalmente o caso para uma análise de capacidade normal. Contudo, quando existe verossimilhança para haver variação significativa entre subgrupos, é necessário ter, pelo menos, duas observações para cada subgrupo para calcular a variação dentro do subgrupo e realizar uma análise de capacidade entre/dentro.
- A maioria dos subgrupos deve ter o mesmo tamanho
- Para calcular os desvios padrão entre e entre/dentro, mais de metade dos subgrupos deve ter o mesmo tamanho.
Exemplo de variação dos requisitos de tamanho de subgrupo
Suponha que você tem um subgrupo de tamanho 5, um subgrupo de tamanho 7 e um subgrupo de tamanho 4. Cada um dos tamanhos de subgrupo aparece uma vez para um total de três subgrupos. Portanto, cada tamanho de subgrupo ocorre um terço do tempo e nenhum tamanho de subgrupo ocorre em mais da metade do tempo. Você teria de adicionar mais dois subgrupos de tamanho 5 (por exemplo) para criar uma situação na qual um tamanho de subgrupo é usado para mais da metade dos subgrupos.
Importante
Se seu tamanho de subgrupo não atender esses requisitos quando você realizar a Análise de capacidade entre/dentro, o Minitab exibe as seguintes mensagens de erro:
- * ERRO * "Tamanho de subgrupo inválido. O seguinte é muito pequeno: "1". Especifique: uma coluna ou uma constante."
- * ERRO * Mais da metade dos subgrupos deve ter o mesmo tamanho."
Como definir subgrupos na worksheet
Quando você realizar a análise de capacidade, o Minitab assume que os dados são inseridos na worksheet em ordem de tempo. Por isso, as observações para o mesmo subgrupo devem estar em linhas adjacentes. Uma coluna de IDs de subgrupo pode ser utilizada para definir os subgrupos.
Por exemplo, esta worksheet mostra dados por 3 subgrupos. Cada subgrupo tem três observações.
| Medida | ID do subgrupo |
|---|---|
| 0,9 | 1 |
| 1,2 | 1 |
| 1,3 | 1 |
| 1,7 | 2 |
| 1,2 | 2 |
| 1,5 | 2 |
| 1,5 | 3 |
| 1,2 | 3 |
| 1,2 | 3 |
Cada vez que um valor na coluna ID de subgrupo é alterado, o Minitab interpreta o novo valor como o início de um subgrupo distinto. Portanto, se valores idênticos em uma coluna ID de subgrupo não aparecem em linhas adjacentes, o Minitab os interpreta como subgrupos diferentes.
Por exemplo, esta worksheet mostra dados por 6 subgrupos. Cada subgrupo tem duas observações.
| Medida | ID do subgrupo | Data |
|---|---|---|
| 11,3 | 1 | 3/1 |
| 10,1 | 1 | 3/1 |
| 10,0 | 2 | 3/1 |
| 9,3 | 2 | 3/1 |
| 14,0 | 3 | 3/1 |
| 10,2 | 3 | 3/1 |
| 11,1 | 1 | 3/2 |
| 13,0 | 1 | 3/2 |
| 9,2 | 2 | 3/2 |
| 9,7 | 2 | 3/2 |
| 12,7 | 3 | 3/2 |
| 12/1 | 3 | 3/2 |
Observe que os mesmos valores (1, 2, 3) são usados em linhas não adjacentes na coluna ID de subgrupo. Portanto, o subgrupo 1 em 3/1 é considerado um subgrupo separado do subgrupo 1 em 3/2, o subgrupo 2 em 3/1 é considerado um subgrupo separado do subgrupo 2 em 3/2, e assim por diante.
Como mover observações a partir do mesmo subgrupo de linhas não adjacentes para linhas adjacentes
Se IDs de subgrupo repetidas em linhas não adjacentes referem-se a medidas que, na verdade, pertencem ao mesmo subgrupo, você deve movê-las para linhas adjacentes antes de realizar a análise de capacidade. Você pode usar o comando Sort para fazer isso.
Por exemplo, nesta worksheet, as observações para o mesmo subgrupo usam o mesmo ID de subgrupo (1, 2 ou 3), mas as observações não estão em linha adjacentes.
| Medida | ID do subgrupo |
|---|---|
| 112,3 | 1 |
| 110,1 | 2 |
| 109,9 | 3 |
| 99,3 | 1 |
| 104,0 | 2 |
| 110,2 | 3 |
| 100,1 | 1 |
| 103,2 | 2 |
| 102,2 | 3 |
| 101,7 | 1 |
| 98,2 | 2 |
| 99,0 | 3 |
- Selecione .
- Em Colunas a usar para ordenação, em Coluna, insira a ID do subgrupo.
- Em Colunas para ordenar, selecione Todas as Colunas.
- Clique em OK.
Os dados na worksheet aparecem agora com IDs de subgrupo idênticas em colunas adjacentes. Quando você executar análise de capacidade, todas as observações com a mesma ID subgrupo são analisadas como um único subgrupo.
| Medição classificada | ID de subgrupo classificada |
|---|---|
| 112,3 | 1 |
| 99,3 | 1 |
| 100,1 | 1 |
| 101,7 | 1 |
| 110,1 | 2 |
| 104,0 | 2 |
| 103,2 | 2 |
| 98,2 | 2 |
| 109,9 | 3 |
| 110,2 | 3 |
| 102,2 | 3 |
| 99,0 | 3 |
Para obter mais informações sobre ordenação de dados, acesse Como o Minitab ordena os dados.