Neste tópico
StDev (Dentro)
O desvio padrão dentro é uma estimativa da variação dentro dos subgrupos. Se seus dados forem coletados adequadamente, a variação dentro do subgrupo não deve ser influenciada por mudanças nas entradas do processo, como desgaste da ferramenta ou diferentes lotes de material. Nesse caso, o desvio padrão de subgrupo dentro representa a variação natural e inerente do processo durante um curto período de tempo. Ele indica a variação potencial do processo caso desvios e deslocamentos entre os subgrupos fossem eliminados.
Observação
Se você usar uma transformação de dados, quando realizar a análise de capacidade, o Minitab também calcula StDev (Dentro)*, o desvio padrão subgrupo dentro dos dados transformados.
Interpretação
Compare o desvio padrão dentro do subgrupo com o desvio padrão global. Uma diferença substancial entre o desvio padrão dentro do subgrupo e o desvio padrão global pode indicar que o processo não é estável, ou que o seu processo tem outras fontes de variação além da variação dentro dos subgrupos. Use uma carta de controle para garantir que o processo esteja estável antes de realizar uma análise de capacidade.
O Minitab utiliza o desvio padrão dentro do subgrupo para calcular Cp, Cpk, e outras medidas da capacidade potencial do seu processo.
Cp
- A dispersão da especificação (USL – LSL)
- A dispersão do processo (a variação 6-σ) com base no desvio padrão dentro do subgrupo
Interpretação
Use Cp para avaliar a capacidade potencial do seu processo com base na dispersão do processo. A capacidade potencial indica a capacidade que poderia ser alcançada caso desvios e deslocamentos do processo tivessem sido eliminados.
Como Cp não considera a localização do processo, indica a capacidade potencial de que o seu processo poderia atingir se fosse centralizado. Em geral, valores de Cp mais elevados indicam um processo mais capaz. Os valores mais baixos de Cp indicam que talvez o processo precise de melhorias.
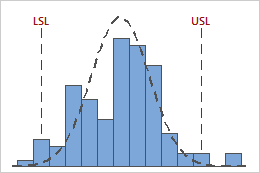
Cp baixo
Neste exemplo, a dispersão da especificação é menor do que a dispersão do processo dentro do subgrupo. Portanto, Cp é baixo (0,80), e a capacidade potencial do processo é insuficiente, com base na sua variabilidade.
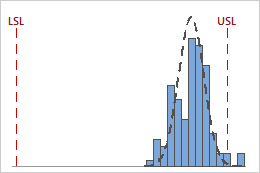
Cp alto
Neste exemplo, a dispersão da especificação é consideravelmente maior do que a dispersão do processo dentro do subgrupo. Portanto, Cp é alto (2,76), e a capacidade potencial do processo é boa, com base na sua variabilidade.
-
Compare o Cp com um valor de benchmark para avaliar a capacidade potencial do seu processo. Diversos setores usam um valor de benchmark de 1,33. Se o Cp for menor do que o seu valor de benchmark, pense como aprimorar seu processo reduzindo a variação.
-
Compare Cp e Cpk. Se Cp e Cpk forem aproximadamente iguais, o processo está centralizado entre os limites de especificação. Se Cp e Cpk forem diferentes, o processo não está centralizado.
Cuidado
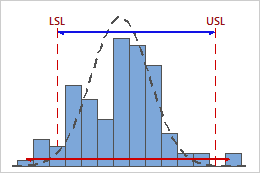
Como o índice de Cp não considera a localização do processo, ele não indica o quanto o processo está próximo da região alvo, que é definida pelos limites de especificação. Por exemplo, os gráficos a seguir mostram dois processos com o mesmo valor de Cp, mas um processo está dentro dos limites de especificação e o outro não.
Cp = 3,13
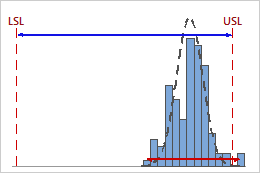
Cp = 3,13
Para uma análise completa e precisa, use gráficos em combinação com outros índices de capacidade (como Cpk) para tirar conclusões significativas a partir de seus dados.
Cpk
- A distância da média do processo para o limite especificação mais próximo (USL ou LSL)
- A dispersão unilateral do processo (a variação 3-σ) com base no desvio padrão global dentro do subgrupo
Interpretação
Use Cpk para avaliar a capacidade potencial do seu processo com base na localização do processo e na dispersão do processo. A capacidade potencial indica a capacidade que poderia ser alcançada caso desvios e deslocamentos do processo tivessem sido eliminados.
Em geral, valores de Cpk mais elevados indicam um processo mais capaz. Os valores mais baixos de Cpk indicam que talvez o processo precise de melhorias.
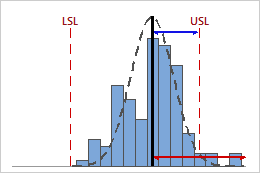
Cpk baixo
Neste exemplo, a distância da média do processo para o limite de especificação mais próximo (USL) é menor do que a dispersão do processo unilateral. Portanto, o Cpk é baixo (0,80), e a capacidade potencial do processo é insuficiente.
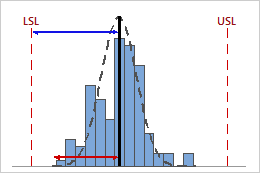
Cpk alto
Neste exemplo, a distância da média do processo para o limite de especificação mais próximo (LSL) é maior do que a dispersão do processo unilateral. Portanto, o Cpk é alto (1,64), e a capacidade potencial do processo é boa.
Você pode comparar Cpk a outros valores para obter mais informações sobre a capacidade de seu processo.
-
Compare Cpk a um valor de benchmark que representa o valor mínimo que é aceitável para o seu processo. Diversos setores usam um valor de benchmark de 1,33. Se o Cpk for menor do que o seu valor de benchmark, pense em formas de aprimorar o seu processo, como a redução de sua variação ou mudança de sua localização.
-
Compare Cp e Cpk. Se Cp e Cpk forem aproximadamente iguais, o processo está centralizado entre os limites de especificação. Se Cp e Cpk forem diferentes, o processo não está centralizado.
-
Compare Ppk e Cpk. Quando um processo está sob controle estatístico, Ppk e Cpk são aproximadamente iguais. A diferença entre Ppk e Cpk representa a melhoria na capacidade de processo que poderia ser esperada caso os desvios e deslocamentos do processo tivessem sido eliminados.
Cuidado
O índice de Cpk representa apenas um dos lados da curva do processo e não mede como o processo é executado no outro lado da curva do processo.
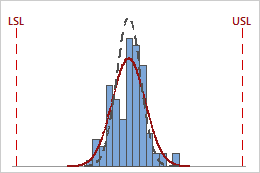
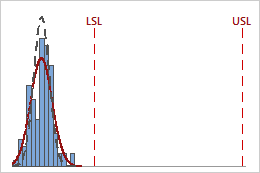
Por exemplo, os dois gráficos a seguir exibem os processos com valores Cpk idênticos. Contudo, um processo viola ambos os limites de especificação, e o outro processo viola apenas o limite superior de especificação.
Cpk = mín {CPL = 4,58, CPU = 0,93} = 0,93
Cpk = CPL = CPU = 0,93
Se seu processo tiver partes em não-conformidade que caem em ambos os lados dos limites de especificação, considere usar outros índices, como o Z.bench, para avaliar mais completamente a capacidade do processo.
PPM total para desempenho dentro esperado
Interpretação
Use Total de PPM para o desempenho dentro do esperado para estimar o número de itens fora de conformidade, representados em partes por milhão, que pode-se esperar como fora dos limites de especificação com base na variação dentro dos subgrupos. Os valores de desempenho dentro indicam o potencial de desempenho que o processo poderia alcançar se os desvios e deslocamentos fossem eliminados.
Valores menores do PPM total indicam maior capacidade do processo, em relação ao limite de especificação superior. De maneira ideal, poucas partes (ou nenhuma) apresentam medições que estejam fora dos limites de especificação.
| PPM | % de partes em não-conformidade4 | % em conformidade |
|---|---|---|
| 66807 | 6,6807% | 93,3193% |
| 6210 | 0,621% | 99,379% |
| 233 | 0,0233% | 99,9767% |
| 3,4 | 0,00034% | 99,99966% |
Z.Bench para capacidade potencial (dentro)
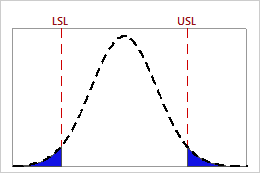
Z.bench (dentro) é o percentil em uma distribuição normal padrão que converte a probabilidade estimada de defeitos no processo para uma probabilidade de cauda superior. Ele é calculado com base no desempenho do processo potencial (dentro), usando o desvio padrão dentro do subgrupo.
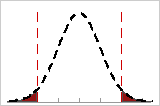
Os defeitos do processo caem em ambos os lados dos limites de especificação. Os desvios padrão dentro dos subgrupos são mostrados pelos marcadores de eixo.
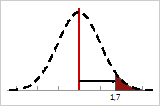
Se você colocar todos os defeitos na cauda direita da distribuição e, depois, medir o número de desvios padrão de subgrupo dentro do centro (linha vertical) ao ponto que define os defeitos totais, você irá obter o valor de Z Bench (dentro).
Observação
Para exibir medidas do Z.bench, você deve clicar em Opções e mudar a saída padrão a partir das estatísticas de capacidade para referência de Z, quando realizar a análise de capacidade.
Interpretação
Use Z.Bench (dentro) para avaliar a capacidade sigma potencial do seu processo. A capacidade potencial indica a capacidade que poderia ser alcançada caso desvios e deslocamentos do processo tivessem sido eliminados.
Em geral, valores de Z.Bench mais elevados (dentro) indicam que o processo é mais capaz. Os valores mais baixos de Cp indicam que talvez o processo precise de melhorias. Quando possível, compare Z.bench (dentro) com um valor de benchmark com base em padrões de conhecimento de processo ou do setor. Se Z.Bench (dentro) for menor do que o seu valor de benchmark, pense em formas de aprimorar o seu processo.
Compare Z.Bench (dentro) e Z.Bench (global). Quando um processo está sob controle estatístico, Z.Bench (dentro) e Z.Bench (global) são aproximadamente iguais. A diferença entre os dois valores representa a melhoria na capacidade do processo que você poderia esperar se o processo estivesse sob controle. Zbench (dentro) é algumas vezes mencionado com Z.Bench de Curto Prazo (ST).