Neste tópico
Carta Xbarra
O carta Xbarra representa graficamente a média das medições dentro de cada subgrupo. A linha central é a média de todas as médias dos subgrupos. Os limites de controle, que são fixados a uma distância de 3 desvios padrão acima e abaixo da linha central, mostram a quantidade de variação esperada nas médias do subgrupo.
O Minitab exibe uma carta Xbarra quando o tamanho de seu subgrupo for maior que 1.
Interpretação
Use uma carta Xbarra para monitorar a média de um processo e para determinar se ela é estável o suficiente para realizar a análise de capacidade.
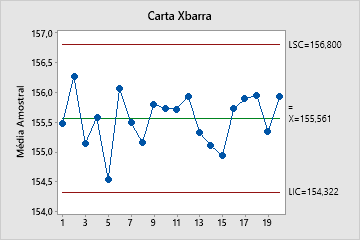
Nesses resultados, os pontos variam aleatoriamente ao redor da linha central e estão dentro dos limites de controle. Nenhuma tendência ou padrão estão presentes. O centro do processo é suficientemente estável para realizar a análise de capacidade.
Carta I
A carta I representa graficamente observações individuais. A linha central é uma estimativa da média do processo. Os limites de controle, que são fixados a uma distância de 3 desvios padrão acima e abaixo da linha central, mostram a quantidade de variação esperada nos valores de amostras individuais.
O Minitab exibe uma carta I quando o tamanho de seu subgrupo for 1.
Interpretação
Use uma carta I para avaliar se as medições individuais estão sob controle e determine se o processo está estável o suficiente para realizar a análise de capacidade.
Os pontos vermelhos indicam observações que falharam em pelo menos um dos testes para causas especiais e não estão sob controle. Pontos fora de controle indicam que o processo pode não estar estável e que os resultados de uma análise de capacidade pode não ser confiável. Você deve identificar a causa de pontos fora de controle e eliminar as variações de causas especiais antes de analisar a capacidade do processo.
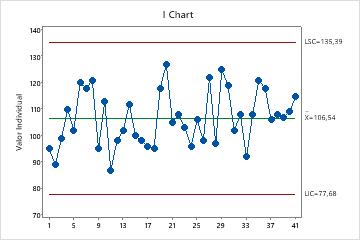
Nesta carta, os pontos variam aleatoriamente ao redor da linha central e estão dentro dos limites de controle. Nenhuma tendência ou padrão estão presentes. O centro do processo é suficientemente estável para realizar a análise de capacidade.
Carta R
A carta R representa graficamente os intervalos do subgrupo. Se o tamanho do subgrupo for constante, a linha central é a média de todas as variações do subgrupo. Se os tamanhos dos subgrupos forem diferentes, o valor da linha central dependerá do tamanho do subgrupo, porque subgrupos maiores tendem a ter variações maiores. Os limites de controle, que são fixados a uma distância de 3 desvios padrão acima e abaixo da linha central, mostram a quantidade de variação esperada nas variações do subgrupo.
O Minitab exibe uma carta R para monitorar a variação se o tamanho do subgrupo for maior que 2 mas menor que 9.
Interpretação
Use uma carta R para monitorar a variação de um processo e para determinar se ela é estável o suficiente para realizar a análise de capacidade. A carta R indica se a variação de um subgrupo para outro está sob controle.
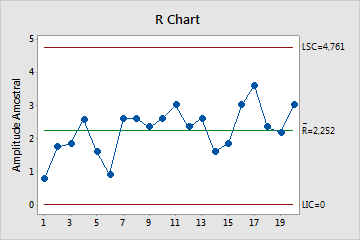
Nesses resultados, os pontos variam aleatoriamente ao redor da linha central e estão dentro dos limites de controle. Nenhuma tendência ou padrão estão presentes. A variação do processo é suficientemente estável para realizar a análise de capacidade.
Carta S
A carta S representa graficamente os desvios padrão do subgrupo. A linha central é a média de todos os desvios do padrão subgrupo. Os limites de controle, que são fixados a uma distância de 3 desvios padrão acima e abaixo da linha central, mostram a quantidade de variação esperada nos desvios padrão do subgrupo.
O Minitab exibe uma carta S para monitorar a variação se o tamanho do subgrupo for maior ou igual a 9.
Interpretação
Use uma carta S para monitorar a variação (desvio padrão) de seu processo e para determinar se ela é estável o suficiente para realizar a análise de capacidade. A carta S indica se a variação de um subgrupo para outro está sob controle.
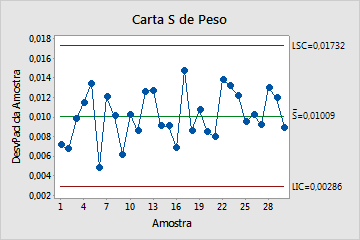
Nesses resultados, os pontos variam aleatoriamente ao redor da linha central e estão dentro dos limites de controle. Nenhuma tendência ou padrão estão presentes. A variação do processo é suficientemente estável para realizar a análise de capacidade.
Carta de amplitudes móveis (AM)
A carta AM representa as amplitudes móveis para observações consecutivas. A linha central na carta AM é a média de todas as amplitudes móveis. Os limites de controle, que são fixados a uma distância de 3 desvios padrão acima e abaixo da linha central, mostram a quantidade de variação esperada nas amplitudes móveis.
O Minitab exibe uma carta AM se o tamanho de seu subgrupo for 1.
Interpretação
Use uma carta AM para monitorar a variação (amplitude móvel) de seu processo e para determinar se ela é estável o suficiente para realizar a análise de capacidade. A carta AM indica se a variação de observação para observação está no controle.
Os pontos vermelhos indicam observações que falharam em pelo menos um dos testes para causas especiais e não estão sob controle. Pontos fora de controle indicam que o processo pode não estar estável e que os resultados de uma análise de capacidade pode não ser confiável. Você deve identificar a causa de pontos fora de controle e eliminar as variações de causas especiais antes de analisar a capacidade do processo.
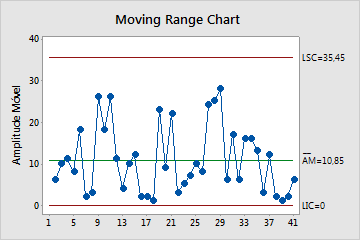
Nesses resultados, os pontos variam aleatoriamente ao redor da linha central e estão dentro dos limites de controle. Nenhuma tendência ou padrão estão presentes. A variação do processo é suficientemente estável para realizar a análise de capacidade.
Testes para causas especiais
Os testes para causas especiais avaliam se os pontos obtidos em cada carta de controle são distribuídos aleatoriamente dentro dos limites de controle.
Interpretação
Use os testes para causas especiais para determinar quais observações você pode precisar investigar e identificar padrões e tendências específicas em seus dados. Cada um dos testes para causas especiais detecta um padrão ou tendência específico em seus dados, o que revela um aspecto diferente da instabilidade do processo.
- Um ponto mais que 3 desvios padrão da linha central
- O teste 1 identifica os subgrupos que são incomuns em comparação com outros subgrupos. O
teste 1 é reconhecido universalmente como necessário para a detecção de
situações fora de controle. Se pequenas mudanças no processo forem de
interesse, você pode usar o Teste 2 para suplementar o Teste 1 a fim de
criar uma carta de controle que tenha maior sensibilidade.
- Nove pontos consecutivos do mesmo lado da linha central
- O Teste 2 identifica mudanças na centralização ou na variação do processo. Se pequenas
mudanças no processo forem de interesse, você pode usar o Teste 2 para
suplementar o Teste 1 a fim de criar uma carta de controle que tenha
maior sensibilidade.
- Seis pontos consecutivos, todos crescentes ou decrescentes
- O teste 3 detecta tendências. Este teste procura uma longa série de pontos consecutivos
que aumentam consistentemente em valor ou que diminuem em valor.
- Quatorze pontos consecutivos, alternando para cima e baixo
- O teste 4 detecta variação sistemática. Você deseja que o padrão de variação em um
processo seja aleatório, mas um ponto que falha no Teste 4 pode indicar
que o padrão de variação é previsível.
- Dois de três pontos mais de 2 desvios padrão da linha central (mesmo lado)
- O teste 5 detecta pequenos deslocamentos no processo.

- Quatro de cinco pontos mais de 1 desvio padrão da linha central (mesmo lado)
- O teste 6 detecta pequenos deslocamentos no processo.

- 15 pontos em sequência dentro do limite de 1 desvio padrão da linha central (em qualquer lado)
- O teste 7 detecta um padrão de variação que é algumas vezes confundido como uma
evidência de bom controle. Esse teste detecta limites de controle que
são muito amplos. Os limites de controle, que são muito amplos, são
frequentemente causados por dados estratificados, que ocorrem quando uma
fonte sistemática de variação está presente dentro de cada subgrupo.
- Oito pontos consecutivos mais de 1 desvio padrão da linha central (ambos os lados)
- O teste 8 detecta um padrão de mistura.O teste 8 detecta um padrão de mistura. Em um
padrão de mistura, os pontos tendem a se encaixar longe da linha central
e, em vez disso, se encaixam perto dos limites de controle.
Gráfico dos Últimos 25 subgrupos
O gráfico dos Últimos 25 subgrupos mostra os pontos de dados para cada um dos últimos 25 subgrupos e exibe uma linha para a média do processo global.
Interpretação
Use o gráfico dos Últimos 25 subgrupos para avaliar se a distribuição das observações dentro dos subgrupos atende aos requisitos de sua análise de capacidade.
- Um subgrupo que contém outliers
- Os dados que não são simetricamente distribuídos em torno da média do processo
- Mudanças de distribuição entre os subgrupos
Se o gráfico mostra evidências de problemas ou alterações nos subgrupos, os resultados de capacidade podem não ser válidos. Investigue seu processo para determinar por que os valores de dados não são distribuídos aleatoriamente entre os subgrupos.
Neste gráfico, os pontos parecem ser aleatoriamente e simetricamente distribuídos em torno da média do processo.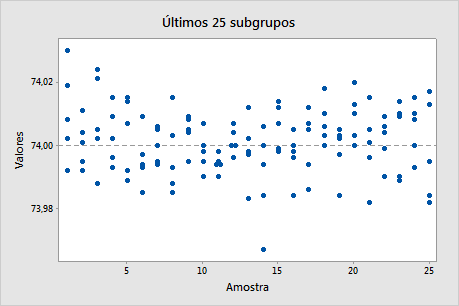
Observação
Se o tamanho de um subgrupo for 1, o Minitab exibe um gráfico das Últimas 25 Observações, que é interpretado de forma semelhante.
Histograma de capacidade
O histograma mostra a capacidade de distribuição de seus dados amostrais. Cada barra no histograma representa a freqüência de dados dentro de um intervalo.
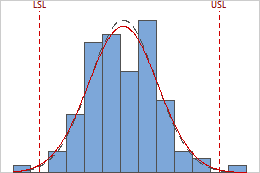 As curvas dentro e globais no histograma são curvas de distribuição normais, que são geradas utilizando a média do processo e diferentes estimativas de variação do processo. A curva dentro do tracejado usa o desvio padrão dentro do subgrupo. A curva global contínua utiliza o desvio padrão global.
As curvas dentro e globais no histograma são curvas de distribuição normais, que são geradas utilizando a média do processo e diferentes estimativas de variação do processo. A curva dentro do tracejado usa o desvio padrão dentro do subgrupo. A curva global contínua utiliza o desvio padrão global.Interpretação
Utilize o histograma de capacidade para visualizar os seus dados amostrais em relação ao ajuste de distribuição e os limites de especificação.
Para avaliar visualmente o ajuste de distribuição, compare as barras do histograma com a linha de ajuste curva. A forma dos dados do histograma deve corresponder aproximadamente à curva. Para verificar se os dados seguem a distribuição, use os resultados no gráfico de probabilidade.
Nestes resultados, os dados do processo parecem bastante centralizados entre os limites de especificação. No entanto, o processo de dispersão é maior do que a dispersão da especificação, o que sugere a baixa capacidade. Embora a maioria dos dados estejam dentro dos limites de especificação, há peças fora de conformidade abaixo do limite inferior de especificação (LSL) e acima do limite superior de especificação (USL).
Observação
Para determinar o número de itens fora de conformidade em seu processo, use o resultado de PPM global.
Gráfico de probabilidade normal
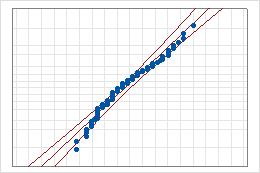
- Linha central
- O percentil esperado a partir da distribuição com base em estimativas de parâmetros de máxima verossimilhança.
- Linhas do limite de confiança
- A linha curva à esquerda indica os limites inferiores dos intervalos de confiança para os percentis. A linha curva direita indica os limites superiores dos intervalos de confiança para os percentis.
- Estatística de teste de Anderson-Darling e valor de p
- Os resultados de um teste para determinar se os seus dados seguem a distribuição.
Interpretação
Use o gráfico de probabilidade normal para avaliar a necessidade de que seus dados sigam uma distribuição normal.
Se a distribuição normal é um bom ajuste para os dados, os pontos formam uma linha aproximadamente reta e caem ao longo da linha ajustada que está localizada entre os limites de confiança. Pontos distantes da linha reta indicam desvios da normalidade. O valor de p é maior do que 0,05, é possível assumir que os dados seguem a distribuição normal. Você pode avaliar a capacidade de seu processo usando uma distribuição normal.
Se o valor de p for menor que 0,05, seus dados não são normais e os resultados da análise capacidade podem não ser precisos. Use Identificação de distribuição individual para determinar se é necessário transformar os dados ou ajustar uma distribuição não normal para realizar análise de capacidade.
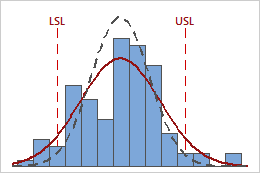
Gráfico de capacidade
O Gráfico de capacidade está localizado no canto inferior direito do Relatório Capability Sixpack normal.
O gráfico de capacidade consiste em três intervalos:
- O intervalo entre/dentro representa o processo de tolerância potencial e é calculado por seis vezes o desvio padrão dentro do subgrupo.
- O intervalo de tolerância global representa o processo real e é calculado por seis vezes o desvio padrão global.
- O intervalo de especificação representa o intervalo entre os limites de especificação inferiores e superiores (LSL e USL.
O centro do processo é mostrado pela marca de verificação dentro dos intervalos de dispersão do processo global e dentro. O alvo, se você tiver um, é mostrado pela marca de verificação dentro da dispersão da especificação (Especs).
Interpretação
Use o gráfico de capacidade de avaliar visualmente a capacidade de seu processo.
Para avaliar a capacidade potencial do seu processo, compare a dispersão dentro do processo com a dispersão da especificação. Para avaliar a capacidade global do seu processo, compare a dispersão do processo global com a dispersão da especificação. Se a dispersão do processo for maior do que a dispersão da especificação, seu processo precisa de melhoria.
Compare o centro do processo com o alvo, se você houver um. Se o processo estiver centralizado (no alvo), os marcadores de verificação intermediários para as especificações e para a dispersão do processo são alinhados verticalmente. Se o processo não está centralizado, investigue as razões.
Se a dispersão do processo interna e a dispersão global do processo forem muito diferentes, o processo pode não ser estável. Confira as cartas de controle para garantir que o processo está sob controle.