Um fabricante de motores usa um processo de fundição para fazer anéis de pistão. Os engenheiros de qualidade querem avaliar a capacidade do processo. Eles coletam 25 subgrupos de cinco anéis de pistão e medem o diâmetro. Os limites de especificação do diâmetro do anel do pistão são 74,0 mm ± 0,05 mm.
Os engenheiros efetuam uma análise de capacidade normal sixpack para verificar as pressuposições para a análise de capacidade normal e para avaliar até que ponto os diâmetros dos anéis de pistão atendem aos requisitos do cliente.
- Abra os dados amostrais, DiâmetroDoAnelDoPistão.MWX.
- Selecione .
- Em Coluna única, insira Diâmetro.
- Em Tamanho do subgrupo, insira 5.
- Em Espec inferior, insira 73,95.
- Em Espec superior, insira 74,05.
- Clique em Opções.
- Em Alvo (adiciona Cpm à tabela), insira 74.
- Clique em OK em cada caixa de diálogo.
Interpretar os resultados
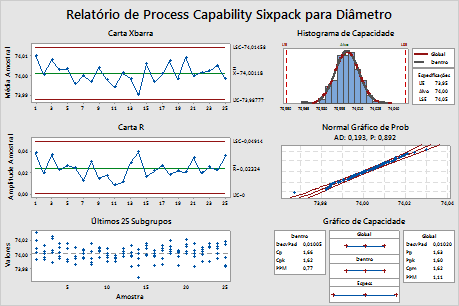
Os gráficos Xbar e R indicam que o processo está estável, sem pontos além dos limites de controle. O gráfico dos Últimos 25 subgrupos indica que os dados são distribuídos aleatoria e simetricamente em torno da média do processo. O gráfico de probabilidade normal indica que os dados são normalmente distribuídos. Portanto, as pressuposições para análise de capacidade normal são satisfeitas e a capacidade do processo pode ser analisada.
O histograma mostra que os índices de capacidade indicam que o processo é aproximadamente centralizado no alvo e as medições estão dentro dos limites de especificação. As capacidades dos índices Cpk, Ppk e Cpm são todas maiores que 1,33, o que é um valor mínimo geralmente aceito para um processo capaz. Portanto, os engenheiros concluem que o processo de forja satisfaz aos requisitos do cliente para os diâmetros dos anéis de pistão.