Neste tópico
Etapa 1: Verifique se há problemas nos dados
Seu processo deve estar estável e os dados do processo devem seguir a distribuição não-normal que você selecionou para a análise. As cartas de controle e os gráficos de distribuição de probabilidade permitem-lhe avaliar se estes requisitos são cumpridos.
Determine se o seu processo está estável
Os gráficos de controle ajudam a monitorar a estabilidade do seu processo através da identificação de pontos fora de controle e padrões e tendências em seus dados.
Os pontos vermelhos indicam subgrupos que falharam em pelo menos um dos testes para causas especiais e não estão sob controle. Pontos fora de controle indicam que o processo pode não estar estável e que os resultados de uma análise de capacidade pode não ser confiável. Você deve identificar a causa de pontos fora de controle e eliminar as variações de causas especiais antes de analisar a capacidade do processo.
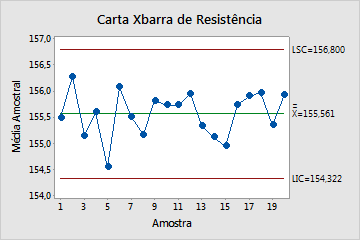
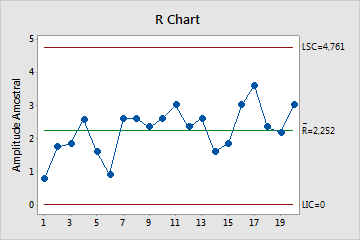
Nessas cartas, os pontos variam aleatoriamente ao redor da linha central e estão dentro dos limites de controle para ambas as cartas. Nenhuma tendência ou padrão estão presentes. O processo é estável entre os 20 subgrupos.
Observação
O tipo de carta de controle que Minitab exibe depende do tamanho dos subgrupos em seus dados:
- Se o tamanho do subgrupo for 1, o Minitab exibe uma carta I com uma carta AM
- Se o tamanho do subgrupo for maior do que 1, o Minitab exibe uma carta Xbarra com uma carta R (quando o subgrupo for de 2 a 8) ou uma carta S (quando o tamanho do subgrupo for de 9 ou mais).
Avalie o ajuste da distribuição não-normal
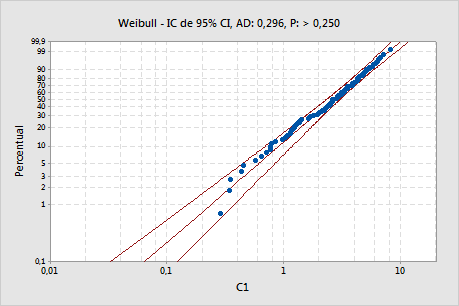
Use o gráfico de probabilidade para avaliar o ajuste da distribuição não normal utilizada para a análise.
Se a distribuição for um bom ajuste para os dados, os pontos devem formar uma linha aproximadamente reta. Pontos distantes da linha reta indicam que o ajuste é inaceitável. Se o valor de p for maior que 0,05, é possível supor que os dados seguem a distribuição não normal utilizada na análise.
Se o valor de p for inferior a 0,05, os seus dados não seguem a distribuição selecionada e os resultados da análise capacidade podem não ser precisos. Use Identificação de distribuição individual para determinar qual distribuição não normal ou transformação de dados é mais eficaz para seus dados.
Resultados principais: valor de p
Neste gráfico, os pontos caem em uma linha aproximadamente reta ao longo da linha (no meio) ajustada. O valor de p é maior que 0,05, portanto, não há evidências suficientes de que os dados não seguem a distribuição não-normal selecionada (Weibull). Esses dados podem ser avaliados usando análise de capacidade não-normal com a distribuição Weibull.
Etapa 2: Examine o desempenho observado do processo
Utilize o histograma de capacidade para examinar visualmente as observações da amostra em relação aos requisitos do processo.
Examine a dispersão do processo
Examine visualmente os dados do histograma em relação aos limites superiores e inferiores da especificação. De maneira ideal, a dispersão dos dados é mais estreita do que a dispersão da especificação, e todos os dados estão dentro dos limites de especificação. Os dados que estão fora dos limites de especificação representam itens fora de conformidade.
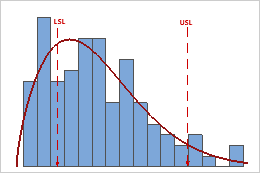
Nesse histograma, a dispersão do processo é maior do que a dispersão da especificação, o que sugere a baixa capacidade. Embora muitos dos dados estejam dentro dos limites de especificação, há muitos itens fora de conformidade abaixo do limite inferior de especificação (LSL) e acima do limite superior de especificação (USL).
Observação
Para determinar o número real de partes defeituosas em seu processo, utilize os resultados para PPM. Para obter mais informações, acesse Estatística de capacidade para Capability Sixpack não normal e clique em "PPM total para o desempenho global esperado".
Avalie a localização do processo
Avalie se o processo está centralizado entre os limites de especificação ou no valor-alvo, se você tiver um. O pico da curva de distribuição mostra onde a maioria dos dados está localizada.
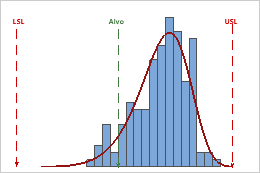
Neste histograma, embora as observações da amostra caiam dentro dos limites de especificação, o pico da curva de distribuição não está centralizada sobre o alvo. A maioria dos dados excede o valor alvo e está localizado próximo ao limite superior de especificação.
Etapa 3: Avaliar a capacidade do processo
Use Ppk para avaliar a capacidade global do seu processo com base na localização processo na dispersão do processo. A capacidade global indica o desempenho real do seu processo de que o cliente experimenta ao longo do tempo.
Em geral, valores de Ppk mais elevados indicam um processo mais capaz. Os valores mais baixos de Ppk indicam que talvez o processo precise de melhorias.
Compare Ppk a um valor de benchmark que representa o valor mínimo que é aceitável para o seu processo. Diversos setores usam um valor de benchmark de 1,33. Se Ppk for menor do que o seu valor de benchmark, pense em formas de aprimorar o seu processo.
Resultado principal: Ppk
Para estes dados de processo, Ppk = 0,44. Como Ppk é menor que 1,33, a capacidade total do processo não atende aos requisitos do cliente. É preciso tomar medidas para aprimorar o processo.
Importante
O índice de Ppk mede a capacidade do processo em relação apenas ao limite de especificação que está mais próximo da média do processo. Portanto, ele representa apenas um dos lados da curva do processo e não mede como o processo é executado no outro lado da curva do processo. Se o seu processo tem itens fora de conformidade que estejam fora de ambos os limites de especificação, use medidas de capacidade adicionais para avaliar mais detalhadamente o desempenho do processo.