Neste tópico
Forma
O parâmetro de forma da distribuição determina a forma da função de distribuição. A forma é estimada a partir dos dados ou especificada com base no conhecimento histórico processo.
Interpretação
O parâmetro de forma de uma dada distribuição pode afetar o quanto os dados estão simétricos ou assimétricos.
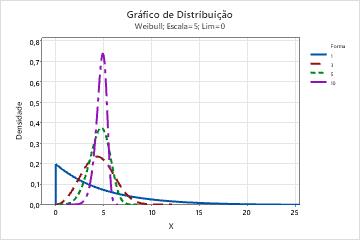
Efeito dos parâmetros de forma para uma distribuição Weibull
Este gráfico mostra o efeito de diferentes valores do parâmetro de forma na distribuição Weibull.
Escala
O parâmetro de escala da distribuição determina a escala da função de distribuição. A escala é estimada a partir dos dados ou especificada com base no conhecimento histórico processo.
Interpretação
O parâmetro de escala pode afetar a forma como os dados se dispersam. Em geral, um valor maior na escala pode fazer com que a distribuição para pareça mais horizontalmente esticada. Um valor menor na escala pode fazer com que a distribuição a pareça mais na horizontalmente comprimido.
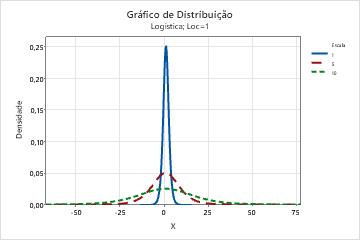
Efeito do parâmetro de escala para uma distribuição logística
Este gráfico mostra o efeito de diferentes valores do parâmetro de escala na distribuição logística.
Local
O parâmetro local afeta o local de distribuição. A localização é estimado a partir dos dados ou especificado com base no conhecimento histórico processo.
Interpretação
O parâmetro de localização pode afetar a localização dos dados deslocando-os ao longo do eixo x. Um valor de localização positivo desloca uma distribuição para a direita, enquanto que um valor negativo desloca uma distribuição para a esquerda.
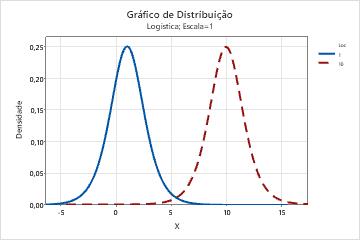
Efeito do parâmetro de localização para uma distribuição logística
Este gráfico mostra o efeito de diferentes valores do parâmetro de localização sobre a distribuição logística.
Limite
O parâmetro de limite fornece uma estimativa do valor mínimo de uma variável aleatória. O limite é estimado a partir dos dados ou especificado com base no conhecimento histórico processo.
Interpretação
O parâmetro de limite define a localização do valor mínimo que é teoricamente possível para os dados a partir de uma distribuição.
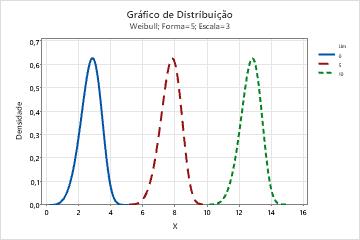
Efeito dos parâmetros de limite para uma distribuição Weibull
Este gráfico mostra o efeito de diferentes valores do parâmetro de limite na distribuição Weibull.
Pp
- A dispersão da especificação representada por valores de Z. Esse intervalo representa os limites de especificação original da distribuição não normal selecionados em termos de valores de Z sobre a distribuição normal padrão.
- Dispersão 6-σ da distribuição normal padrão. A dispersão 6-σ centralizada na média processo contém 99,74% das medições do processo quando as medições são normalmente distribuídas.
Esta definição de Pp é baseada no método de cálculo do escore Z (o padrão). Para obter mais informações, acesse Utilização do método de escore Z para determinar a capacidade global para dados não normais.
Observação
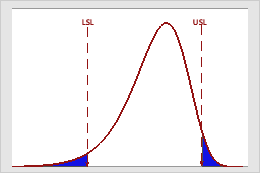
Você deve fornecer um limite inferior de especificação (LSL) e um limite superior de especificação (USL) para calcular o índice Pp. Se ou o limite de especificação superior ou o inferior estiverem além do intervalo da distribuição que você especificou para modelar os dados, o Pp não pode ser calculado usando o método padrão. Para alterar o método de cálculo, escolha .
Interpretação
Use Pp para avaliar a capacidade global do seu processo com base na dispersão do processo. A capacidade global indica o desempenho real do seu processo de que o cliente experimenta ao longo do tempo.
Em geral, valores de Pp mais elevados indicam um processo mais capaz. Os valores mais baixos de Pp indicam que talvez o processo precise de melhorias. Se Pp < 1, a dispersão da especificação é menor do que a dispersão do processo, indicando que o processo não tem a capacidade para produzir um mínimo de 99,74% de peças em conformidade.
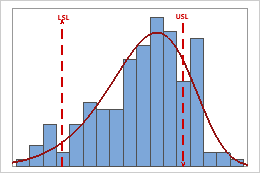
Pp baixo
Neste exemplo, a dispersão da especificação é pequena em relação à dispersão do processo. Portanto, o Pp é baixo (≈ 0,40), e a capacidade global do processo é insuficiente.
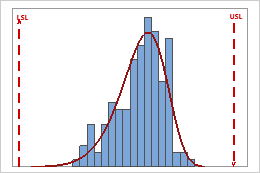
Pp alto
Neste exemplo, a dispersão da especificação é grande em relação à dispersão do processo. Portanto, o Pp é alto (≈ 1,80), e a capacidade global do processo é boa.
-
Compare o Pp com um valor de benchmark para avaliar a capacidade global do seu processo. Diversos setores usam um valor de benchmark de 1,33. Se o Pp for menor do que o seu valor de benchmark, pense como aprimorar seu processo reduzindo a variação.
-
Compare Pp e Ppk para avaliar se a mediana processo está próxima ao ponto médio da especificação. Se Pp > Ppk, a mediana do processo está fora do ponto médio da especificação e mais próxima de um dos limites da especificação.
Ppk
- A dispersão de especificação unilateral, baseado ou no limite inferior na escala normal padrão (Z.LSL) ou o limite de especificação superior na escala normal padrão (Z.USL), o que for menor.
- Metade da dispersão 6-σ da distribuição normal padrão, que é igual a 3.
Esta definição de Ppk é baseada no método de cálculo do escore Z (o padrão). Para obter mais informações, acesse Utilização do método de escore Z para determinar a capacidade global para dados não normais.
Observação
Se os limites de especificação inferior e superior estiverem ambos além do intervalo da distribuição que você especificou para modelar os dados, o Ppk não pode ser calculado usando o método padrão. Para alterar o método de cálculo, escolha .
Interpretação
Use Ppk para avaliar a capacidade global do seu processo com base na localização processo na dispersão do processo. A capacidade global indica o desempenho real do seu processo de que o cliente experimenta ao longo do tempo.
Em geral, valores de Ppk mais elevados indicam um processo mais capaz. Os valores mais baixos de Ppk indicam que talvez o processo precise de melhorias.
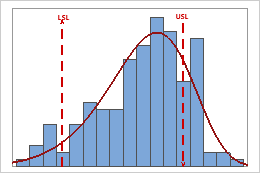
Ppk baixo
Neste exemplo, o processo está apresentando um desempenho pior em relação ao seu limite de especificação superior do que o seu limite inferior. Portanto, o valor de Ppk é igual a PPU (≈ 0,40), que é baixo e indica capacidade baixa.
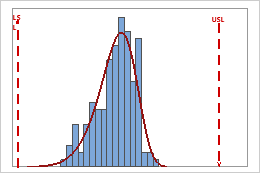
Ppk alto
Neste exemplo, o processo está apresentando um desempenho pior em relação ao seu limite de especificação inferior do que o seu limite superior. Portanto, o valor de Ppk é igual ao PPL (≈ 1,40), que é elevado e indica boa capacidade.
-
Se Ppk < 1, então a dispersão da especificação é menor do que a dispersão do processo, indicando que mais de 0,13% do resultado do processo está fora de pelo menos um dos limites de especificação.
-
Compare Ppk a um valor de benchmark que representa o valor mínimo que é aceitável para o seu processo. Diversos setores usam um valor de benchmark de 1,33. Se Ppk for menor do que o seu valor de benchmark, pense em formas de aprimorar o seu processo.
Cautela
O índice de Ppk representa a capacidade do processo para apenas o lado "pior" das medições do processo, isto é, o lado que apresenta o desempenho insatisfatório do processo. Se o seu processo tem partes fora de conformidade que caem em ambos os lados dos limites de especificação, verifique os gráficos de capacidade e as probabilidades de as partes fora de ambos os limites de especificação avaliarem mais detalhadamente a capacidade do processo.
Total de PPM para desempenho geral esperado
Interpretação
Use PPM total para o desempenho global do esperado para estimar o número de itens fora de conformidade, representados em partes por milhão, que pode-se esperar como fora dos limites de especificação com base na variação global de seu processo. Os valores globais de desempenho indicam o desempenho processo real de que seu cliente experimenta ao longo do tempo.
Valores menores do PPM total indicam maior capacidade do processo, em relação ao limite de especificação superior. De maneira ideal, poucas partes (ou nenhuma) apresentam medições que estejam fora dos limites de especificação.
| PPM | % de partes em não-conformidade4 | % em conformidade |
|---|---|---|
| 66807 | 6,6807% | 93,3193% |
| 6210 | 0,621% | 99,379% |
| 233 | 0,0233% | 99,9767% |
| 3,4 | 0,00034% | 99,99966% |
Z.Bench para capacidade global
Z.Bench (global) é uma medida da capacidade sigma global de um processo. A estimativa para Z.Bench considera a probabilidade de produto que é abaixo da LSL inferior e acima da USL. A estimativa baseia-se nos parâmetros da distribuição não-normal que você especificar para a análise.
Observação
Para exibir medidas do Z.bench, você deve clicar em Opções e mudar a saída padrão a partir das estatísticas de capacidade para referência de Z, quando realizar a análise de capacidade.
Interpretação
Use Z.Bench (global) para avaliar a capacidade sigma global do seu processo.
Em geral, valores de Z.Bench mais elevados indicam um processo mais capaz. Os valores mais baixos de Z.bench indicam que talvez o processo precise de melhorias. Quando possível, compare Z.bench com um valor de benchmark com base em padrões de conhecimento de processo ou do setor. Se Z.Bench for menor do que o seu valor de benchmark, pense em formas de aprimorar o seu processo.