Um engenheiro quer avaliar a capacidade de um processo que reveste cilindros grandes de papel com um filme fino. O engenheiro coleta três medições de espessura de revestimento de 25 cilindros consecutivos. Como a máquina é redefinida para cada cilindro novo, o engenheiro precisa considerar a variação entre cilindros, além da variação em um cilindro. A espessura do filme deve ficar entre 50 ± 3 mícrons para atender às especificações de engenharia.
O engenheiro efetua uma análise de capacidade entre/dentro sixpack para verificar as pressuposições para a análise de capacidade entre/dentro e para avaliar até que ponto a espessura do revestimento atende aos requisitos do cliente.
- Abra os dados amostrais, EspessuraDoFilme.MWX.
- Selecione .
- Em Coluna única, insira Revestimento.
- Em Tamanho do subgrupo, insira Cilindro.
- Em Espec inferior, insira 47.
- Em Espec superior, insira 53.
- Clique em Opções.
- Em Alvo (adiciona Cpm à tabela), insira 50.
- Clique em OK em cada caixa de diálogo.
Interpretar os resultados
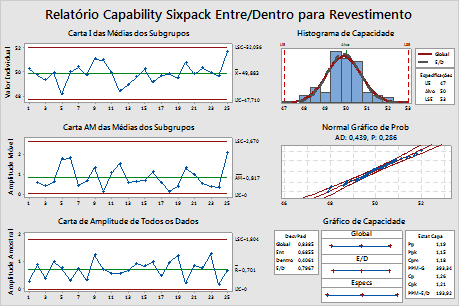
As cartas de valores individuais, amplitude móvel e de amplitude indicam que o processo é estável, sem pontos além dos limites de controle. O gráfico de probabilidade normal indica que os dados são normalmente distribuídos. Portanto, os pressupostos para a análise de capacidade entre/dentro estão satisfeitos e a capacidade do processo pode ser analisada.
O histograma mostra que a capacidade de processo é aproximadamente centralizada e as medições estão dentro dos limites de especificação. Para a capacidade entre/dentro, Cp é 1,26, o que indica que a dispersão da especificação é 1,26 vezes maior do que a dispersão 6-σ no processo. Cp (1,26) e Cpk (1,21) estão muito próximos uns dos outros, o que indica que o processo é aproximadamente centralizado. Para a capacidade global, Pp (1,19), Ppk (1,15), e Cpm (1,18) estão muito próximos uns dos outros, o que indica que o processo está centralizado e no alvo. No entanto, Ppk é um pouco menor do que 1,33, o que é um valor mínimo geralmente aceito para um processo capaz. O engenheiro conclui que o processo é quase capaz de aplicar o revestimento que está em conformidade com as especificações; contudo, sua capacidade pode ser melhorada.