Neste tópico
LSL
O limite inferior de especificação (LSL) do processo é o valor mínimo permitido para o produto ou serviço. Este limite não indica a forma como o processo está sendo executado, mas como você quer executar. Você especifica LSL quando configura a análise de capacidade.
Observação
Se você usar uma transformação de dados, quando realizar a análise de capacidade, o Minitab também calcula LSL*, que é o limite inferior de especificação para os dados transformados.
Interpretação
Use o USL e LSL para definir as necessidades dos clientes e avaliar se o seu processo produz itens que atendem aos requisitos.
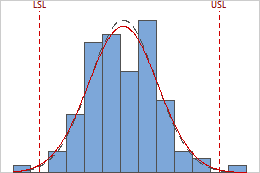
Os limites superiores e inferiores da especificação são identificados pelas linhas tracejadas verticais no histograma. Compare as barras do histograma com as linhas para avaliar se as medições estão dentro dos limites de especificação.
A dispersão da especificação é a distância entre o limite superior da especificação e do limite inferior da especificação (USL – LSL). Suponha que uma empresa produz canetas esferográficas e o diâmetro externo alvo para a esfera é 0,35 mm. O intervalo aceitável para diâmetros externos de esferas é de 0,34 a 0,36 mm. Portanto, o LSL é 0,34, o USL é de 0,36, e a dispersão da especificação é de 0,02 mm.
O Minitab compara a dispersão da especificação com a dispersão do processo para determinar a capacidade do processo.
Alvo
O alvo é o valor ideal de um processo com base nas necessidades do cliente. Por exemplo, se uma peça cilíndrica produz um ótimo desempenho em um produto quando o diâmetro é de 32 mm, então de 32 mm é o alvo para essa peça.
Observação
Se você usar uma transformação de dados, quando realizar a análise de capacidade, o Minitab também calcula Alvo*, que é o alvo para o processo os dados transformados.
Interpretação
Use o alvo para definir o desempenho ideal processo e compare com a média de seu processo.
Em geral, mas nem sempre, o valor alvo está centralizado entre os limites de especificação inferior e superior. Quando você tem um alvo, examine se o processo está centralizado próximo ao alvo.
O Minitab utiliza o alvo para calcular o Cpm, que descreve a capacidade do processo em relação ao alvo e os limites de especificação.
USL
O limite superior de especificação (USL) do processo é o valor mínimo permitido para o produto ou serviço. Este limite não indica a forma como o processo está sendo executado, mas como você quer executar. Você especifica USL quando configura a análise de capacidade.
Observação
Se você usar uma transformação de dados, quando realizar a análise de capacidade, o Minitab também calcula USL*, que é o limite superior de especificação para os dados transformados.
Interpretação
Use o USL e LSL para definir as necessidades dos clientes e avaliar se o seu processo produz itens que atendem aos requisitos.
Os limites superiores e inferiores da especificação são identificados pelas linhas tracejadas verticais no histograma. Compare as barras do histograma com as linhas para avaliar se as medições estão dentro dos limites de especificação.
A dispersão da especificação é a distância entre o limite superior da especificação e do limite inferior da especificação (USL – LSL). Suponha que uma empresa produz canetas esferográficas e o diâmetro externo alvo para a esfera é 0,35 mm. O intervalo aceitável para diâmetros externos de esferas é de 0,34 a 0,36 mm. Portanto, o LSL é 0,34, o USL é de 0,36, e a dispersão da especificação é de 0,02 mm.
O Minitab compara a dispersão da especificação com a dispersão do processo para determinar a capacidade do processo.
Média da amostra
A média da amostra é a média das medições da amostra ou a média do processo histórico que você especificar para a análise.
Observação
Se você usar uma transformação de dados quando realizar a análise de capacidade, o Minitab também calcula Médoa da Amostra*, que é a média da amostra dos dados transformados.
Interpretação
Use a média da amostra para estimar onde o processo está centralizado.
Se os dados forem normais, a média ocorre no pico da curva de distribuição. Se os dados não seguem uma distribuição simétrica em forma de sino, a média pode não ocorrer no pico da curva de distribuição. Os outliers também podem afetar fortemente o valor da média. Se os seus dados não são distribuídos normalmente ou se eles contêm outliers, é desejável transformá-los ou usar uma distribuição não normal.
O Minitab usa a média da amostra para calcular os índices de capacidade.
Amostra N
O tamanho amostral (N) é o número total de observações em seus dados. Por exemplo, se você coletou 20 subgrupos de tamanho 5, a sua amostra N é 100.
Interpretação
Use N para avaliar o tamanho da amostra.
Geralmente, amostras maiores produzem estimativas mais confiáveis de capacidade do processo. Alguns especialistas recomendam pelo menos 100 observações no total para uma análise de capacidade.
StDev (Global)
O desvio padrão global é o desvio padrão de todas os medições e é uma estimativa da variação global do processo. Se seus dados forem coletados adequadamente, o desvio-padrão global captura todas as fontes de variação sistêmica. Nesse caso, ele representa a variação real do processo que o cliente experimenta ao longo do tempo.
Observação
Se você usar uma transformação de dados, quando realizar a análise de capacidade, o Minitab também calcula StDev (Global)*, o desvio padrão subgrupo global dos dados transformados.
Interpretação
Compare o desvio padrão dentro do subgrupo com o desvio padrão global. Uma diferença substancial entre o desvio padrão dentro do subgrupo e o desvio padrão global pode indicar que o processo não é estável, ou que o seu processo tem outras fontes de variação além da variação dentro dos subgrupos. Use uma carta de controle para garantir que o processo esteja estável antes de realizar uma análise de capacidade.
Minitab utiliza o desvio padrão global para calcular Pp, Ppk e outras medidas da capacidade global do seu processo.
StDev (Dentro)
O desvio padrão dentro é uma estimativa da variação dentro dos subgrupos. Se seus dados forem coletados adequadamente, a variação dentro do subgrupo não deve ser influenciada por mudanças nas entradas do processo, como desgaste da ferramenta ou diferentes lotes de material. Nesse caso, o desvio padrão de subgrupo dentro representa a variação natural e inerente do processo durante um curto período de tempo. Ele indica a variação potencial do processo caso desvios e deslocamentos entre os subgrupos fossem eliminados.
Observação
Se você usar uma transformação de dados, quando realizar a análise de capacidade, o Minitab também calcula StDev (Dentro)*, o desvio padrão subgrupo dentro dos dados transformados.
Interpretação
Compare o desvio padrão dentro do subgrupo com o desvio padrão global. Uma diferença substancial entre o desvio padrão dentro do subgrupo e o desvio padrão global pode indicar que o processo não é estável, ou que o seu processo tem outras fontes de variação além da variação dentro dos subgrupos. Use uma carta de controle para garantir que o processo esteja estável antes de realizar uma análise de capacidade.
O Minitab utiliza o desvio padrão dentro do subgrupo para calcular Cp, Cpk, e outras medidas da capacidade potencial do seu processo.