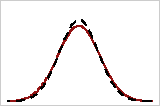
Gráfico de probabilidade normal
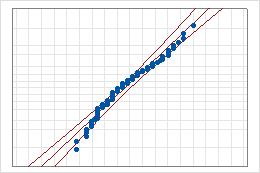
- Linha central
- O percentil esperado a partir da distribuição com base em estimativas de parâmetros de máxima verossimilhança.
- Linhas do limite de confiança
- A linha curva à esquerda indica os limites inferiores dos intervalos de confiança para os percentis. A linha curva direita indica os limites superiores dos intervalos de confiança para os percentis.
- Estatística de teste de Anderson-Darling e valor de p
- Os resultados de um teste para determinar se os seus dados seguem a distribuição.
Interpretação
Use os gráficos de probabilidade normal para avaliar a necessidade de que seus dados sigam uma distribuição normal.
Se a distribuição normal é um bom ajuste para os dados, os pontos formam uma linha aproximadamente reta e caem ao longo da linha ajustada que está localizada entre os limites de confiança. Pontos distantes da linha reta indicam desvios da normalidade. O valor de p é maior do que 0,05, é possível assumir que os dados seguem a distribuição normal. Você pode avaliar a capacidade de seu processo usando uma distribuição normal.
Observação
Se as distribuições diferirem para as múltiplas variáveis, você deve realizar uma análise de capacidade separada para cada variável.
Histograma de capacidade
O histograma mostra a capacidade de distribuição de seus dados amostrais para cada variável. Cada barra no histograma representa a frequência de dados dentro de um intervalo.
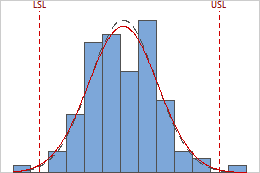 As curvas dentro e globais no histograma são curvas de distribuição normais, que são geradas utilizando a média do processo e diferentes estimativas de variação do processo. A curva dentro do tracejado usa o desvio padrão dentro do subgrupo. A curva global contínua utiliza o desvio padrão global.
As curvas dentro e globais no histograma são curvas de distribuição normais, que são geradas utilizando a média do processo e diferentes estimativas de variação do processo. A curva dentro do tracejado usa o desvio padrão dentro do subgrupo. A curva global contínua utiliza o desvio padrão global.Interpretação
Utilize o histograma de capacidade para visualizar os seus dados amostrais em relação ao ajuste de distribuição e os limites de especificação.
- Procure por evidências de não normalidade
-
Para cada variável, compare a curva contínua global com as barras do histograma para avaliar se seus dados são aproximadamente normais. Se as barras variarem muito em relação à curva, os dados podem não ser normais e os resultados da análise de capacidade podem ser imprecisos. Se os dados parecem não ser normais, use Identificação de distribuição individual para determinar se é necessário transformar os dados ou ajustar uma distribuição não normal para realizar análise de capacidade.
-
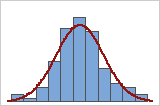
Bom ajuste
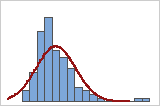
Ajuste ruim
Observação
Se as distribuições diferirem para as múltiplas variáveis, você deve realizar uma análise de capacidade separada para cada variável.
- Compare as curvas dentro e globais
-
Para cada variável, compare a curva contínua global e a curva interna tracejada no histograma para visualizar o quão próximas as curvas estão alinhadas. Uma diferença substancial entre as curvas pode indicar que o processo não é estável ou que há uma quantidade significativa de variação entre os subgrupos para a variável. Use uma carta de controle para avaliar se o processo é estável para a variável antes de realizar uma análise de capacidade.
Proximamente alinhadas
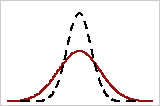
Mal alinhadas
- Examine os dados de exemplo em relação aos limites de especificação
- Para cada variável, examine visualmente os dados do histograma em relação aos limites superiores e inferiores da especificação. De maneira ideal, a dispersão dos dados é mais estreita do que a dispersão da especificação, e todos os dados estão dentro dos limites de especificação. Os dados que estão fora dos limites de especificação representam itens fora de conformidade.
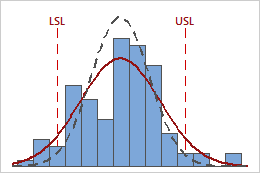
Nestes resultados, os dados do processo parecem bastante centralizados entre os limites de especificação. No entanto, o processo de dispersão é maior do que a dispersão da especificação, o que sugere a baixa capacidade. Embora a maioria dos dados estejam dentro dos limites de especificação, há peças fora de conformidade abaixo do limite inferior de especificação (LSL) e acima do limite superior de especificação (USL).
Observação
Para determinar o número real de partes defeituosas em seu processo, utilize os resultados para PPM < LSL, PPM > USL e Total de PPM. Para obter mais informações, acesse Todas as estatísticas e gráficos.
Para uma análise mais aprofundada dos pressupostos para análise de capacidade normal, use Capability Sixpack normal.