Um fabricante usa duas máquinas para produzir pinos de conectores. Um engenheiro de qualidade quer comparar a capacidade de processo de cada máquina. O engenheiro seleciona aleatoriamente amostras de cinco pinos por caixa de cada máquina. O intervalo de especificação do comprimento do pino é 13 mm a 25 mm.
O engenheiro efetua uma análise de capacidade normal para múltiplas variáveis para avaliar até que ponto o comprimento dos pinos conectores atende aos requisitos do cliente para as duas máquinas.
- Abra os dados amostrais, ComprimentoDoPino.MTW.
- Selecione .
- Em Variáveis, insira Comprimento.
- Em Tamanhos dos subgrupos, insira 5.
- Selecione Por variáveis e insira Máquina.
- Em Espec inferior, insira 13.
- Em Espec superior, insira 25.
- Clique em OK.
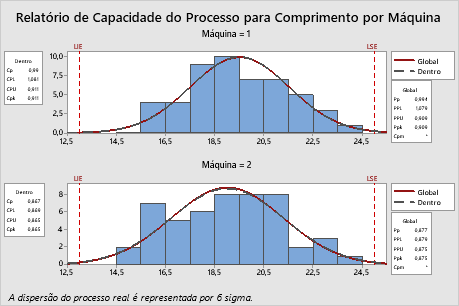
Interpretar os resultados
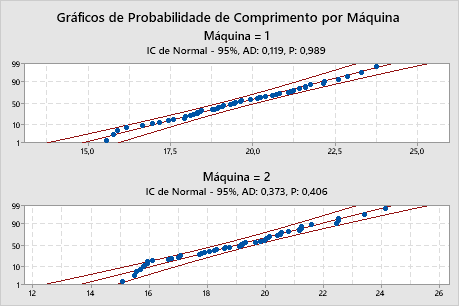
Para cada máquina, os dados parecem aproximadamente normais e as curvas dentro e globais estão estreitamente alinhadas. O processo está aproximadamente centralizado e as medições estão localizadas dentro dos intervalos de especificação. O Pp para a máquina 1 é 0,994 e para a máquina 2 é 0,877, o que indica alta variabilidade para ambas as máquinas. O Ppk para a máquina 1 é 0,909 e para a máquina 2 é 0,875, o que indica que os dados do processo estão muito perto dos limites de especificação. Um valor mínimo geralmente aceito para Pp e Ppk é 1.33. Como os índices de capacidade global são menores do que 1,33 para ambas as máquinas, o processo não é capaz de produzir pinos que estejam em conformidade com as especificações.