Neste tópico
Etapa 1: verifique se há problemas em seus dados
Importante
Para uma análise mais aprofundada desses requisitos, use Capability Sixpack não normal.
Examinar visualmente a distribuição dos dados
Compare a curva de distribuição com as barras do histograma para avaliar se os seus dados parecem seguir a distribuição que você escolheu para a análise. Se as barras apresentarem muita variação em relação à curva, seus dados poderão não seguir a distribuição escolhida e as estimativas de capacidade podem não ser confiáveis para o processo. Se você não tiver certeza sobre qual distribuição melhor se ajusta aos seus dados, use Identificação de distribuição individual para identificar uma distribuição ou transformação apropriada.
Além disso, procurar pelas barras que estão localizadas longe da maioria dos outros dados. Os outliers em seus dados podem afetar a precisão da análise de capacidade. Eles também podem indicar que o processo não está estável.
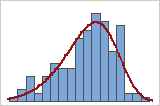
Bom ajuste
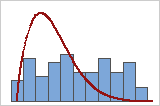
Ajuste ruim
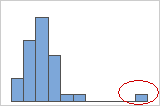
Outlier
Observação
Para garantir que o processo está estável, use uma carta de controle.
Etapa 2: Examine o desempenho observado de seu processo
Utilize o histograma de capacidade para examinar as observações da amostra em relação aos requisitos do processo.
Examine a dispersão do processo
Examine visualmente os dados do histograma em relação aos limites superiores e inferiores da especificação. De maneira ideal, a dispersão dos dados é mais estreita do que a dispersão da especificação, e todos os dados estão dentro dos limites de especificação. Os dados que estão fora dos limites de especificação representam itens fora de conformidade.
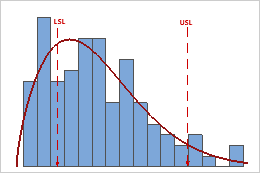
Nesse histograma, a dispersão do processo é mais amplo do que a dispersão da especificação, o que sugere a baixa capacidade. Embora a maioria dos dados estejam dentro dos limites de especificação, há muitos itens fora de conformidade abaixo do limite inferior de especificação (LSL) ou acima do limite superior de especificação (USL).
Observação
Para determinar o número real de partes defeituosas em seu processo, utilize os resultados para PPM < LSL, PPM > USL e Total de PPM. Para obter mais informações, acesse Todas as estatísticas e gráficos.
Avalie a localização do processo
Avalie se o processo está centralizado entre os limites de especificação ou no valor-alvo, se você tiver um. O pico da curva de distribuição mostra onde a maioria dos dados está localizada.
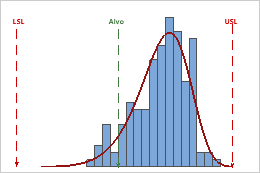
Neste histograma, embora as observações da amostra caiam dentro dos limites de especificação, o pico da curva de distribuição não está centralizada sobre o alvo. A maioria dos dados excede o valor alvo e está localizado próximo ao limite superior de especificação.
Etapa 3: Avaliar a capacidade do processo
Use Ppk para avaliar a capacidade global do seu processo com base na localização processo na dispersão do processo. A capacidade global indica o desempenho real do seu processo de que o cliente experimenta ao longo do tempo.
Em geral, valores de Ppk mais elevados indicam um processo mais capaz. Os valores mais baixos de Ppk indicam que talvez o processo precise de melhorias.
Compare Ppk a um valor de benchmark que representa o valor mínimo que é aceitável para o seu processo. Diversos setores usam um valor de benchmark de 1,33. Se Ppk for menor do que o seu valor de benchmark, pense em formas de aprimorar o seu processo.
Resultado principal: Ppk
Para estes dados de processo, Ppk = 0,25. Como Ppk é menor que 1,33, a capacidade total do processo não atende aos requisitos do cliente. É preciso tomar medidas para aprimorar o processo.
Importante
O índice Ppk representa a capacidade de processo para apenas o lado "pior" das medições do processo, no que se refere tanto ao limite de especificação inferior como superior. Se o seu processo produz itens fora de conformidade que estejam fora de ambos os limites de especificação inferior e superior, use medidas de capacidade adicionais na saída para avaliar mais detalhadamente o desempenho do processo. Para obter mais informações, acesse Todas as estatísticas e gráficos.