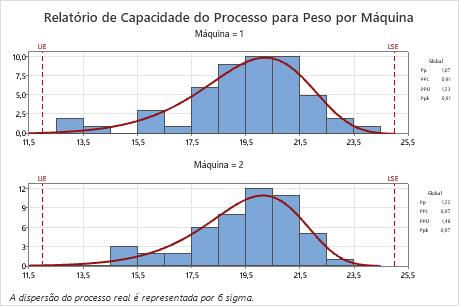
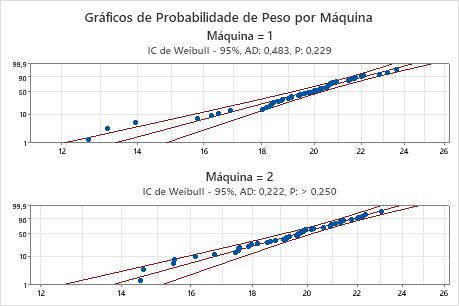
Um fabricante usa duas máquinas para fazer pastilhas de plástico. Um engenheiro de qualidade quer avaliar a capacidade do processo de cada máquina. O engenheiro coleta amostras aleatórias de 50 pastilhas de cada máquina e registra o peso de cada uma delas. O intervalo de especificação é 12 g a 25 g. O engenheiro sabe que o peso das pastilhas segue uma distribuição de Weibull.
O engenheiro efetua uma análise de capacidade não-normal para múltiplas variáveis para avaliar até que ponto o peso das pastilhas atende aos requisitos do cliente para as duas máquinas.
- Abra os dados amostrais, PesoPeleta.MWX.
- Selecione .
- Em Variáveis, insira Peso.
- Selecione Por variáveis e insira Máquina.
- Em Ajustar distribuição, selecione Weibull.
- Em Espec inferior, insira 12.
- Em Espec superior, insira 25.
- Clique em OK.
Interpretar os resultados
O Ppk é 0,91 para a máquina 1 e 0,97 para a máquina 2. Por conseguinte, a capacidade global da máquina 2 é um pouco melhor do que a da máquina 1. No entanto, os índices de capacidade para ambas as máquinas estão abaixo de 1,33, que é o valor mínimo geralmente aceito para um processo capaz. O desempenho do processo aumenta quando a dispersão do processo é reduzida e a mediana do processo fica próxima do ponto médio de especificação. Para ambas as máquinas, a mediana processo está fora do ponto médio especificação e a dispersão do processo é muito grande em relação aos limites de especificação. O fabricante precisa aprimorar o processo.