Neste tópico
Passo 1: Verifique se há problemas nos dados
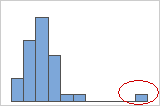
Outlier
Passo 2: Examine o desempenho observado de seu processo
Utilize o histograma de capacidade para examinar as observações da amostra em relação aos requisitos do processo.
Examine a dispersão do processo
Examine visualmente os dados do histograma em relação aos limites superiores e inferiores da especificação.De maneira ideal, a dispersão dos dados é mais estreita do que a dispersão da especificação, e todos os dados estão dentro dos limites de especificação.Os dados que estão fora dos limites de especificação representam itens fora de conformidade.
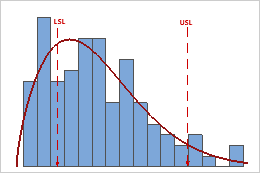
Nesse histograma, a dispersão do processo é mais amplo do que a dispersão da especificação, o que sugere a baixa capacidade. Embora a maioria dos dados estejam dentro dos limites de especificação, há muitos itens fora de conformidade abaixo do limite inferior de especificação (LSL) ou acima do limite superior de especificação (USL).
Observação
Para determinar o número real de partes defeituosas em seu processo, utilize os resultados para PPM < LSL, PPM > USL e Total de PPM. Para obter mais informações, acesse Todas as estatísticas e gráficos.
Avalie a localização do processo
Avalie se o processo está centralizado entre os limites de especificação ou no valor-alvo, se você tiver um. O pico da curva de distribuição mostra onde a maioria dos dados está localizada.
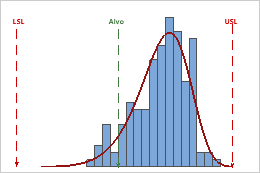
Neste histograma, embora as observações da amostra caiam dentro dos limites de especificação, o pico da curva de distribuição não está centralizada sobre o alvo. A maioria dos dados excede o valor alvo e está localizado próximo ao limite superior de especificação.
Passo 3: Avaliar a capacidade do processo
Para uma análise paramétrica, use o Ppk para avaliar a capacidade geral do seu processo com base no local do processo e na dispersão do processo. Para uma análise não paramétrica, use Cnpk para avaliar a capacidade geral. A capacidade global indica o desempenho real do seu processo de que o cliente experimenta ao longo do tempo.
Geralmente, valores mais altos de qualquer estatística indicam um processo mais capaz. Os valores mais baixos de Cp indicam que talvez o processo precise de melhorias.
Compare estatísticas que medem a capacidade geral com um valor de referência que representa o valor mínimo aceitável para o seu processo. Diversos setores usam um valor de benchmark de 1,33. Se a estatística for inferior ao seu benchmark, considere maneiras de melhorar seu processo.
Principal resultado: Ppk
Para estes dados de processo, Ppk = 0,25. Como Ppk é menor que 1,33, a capacidade total do processo não atende aos requisitos do cliente.
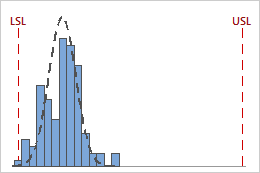
Avaliar a capacidade potencial para dados que seguem uma distribuição normal
Você pode avaliar a capacidade potencial para dados normais ou para dados que seguem uma distribuição normal após a transformação. Use o Cpk para avaliar a capacidade potencial do seu processo com base na localização do processo e na dispersão do processo. A capacidade potencial indica a capacidade que poderia ser alcançada caso desvios e deslocamentos do processo tivessem sido eliminados.
Em geral, valores de Cpk mais elevados indicam um processo mais capaz. Os valores mais baixos de Cpk indicam que talvez o processo precise de melhorias.
-
Compare Cpk a um valor de benchmark que representa o valor mínimo que é aceitável para o seu processo. Diversos setores usam um valor de benchmark de 1,33. Se o Cpk for menor do que o seu valor de benchmark, pense em formas de aprimorar o seu processo, como a redução de sua variação ou mudança de sua localização.
-
Compare Cp e Cpk. Se Cp e Cpk forem aproximadamente iguais, o processo está centralizado entre os limites de especificação. Se Cp e Cpk forem diferentes, o processo não está centralizado.
Principal resultado: Cpk
Para estes dados de processo, Cpk = 1,09. Como Cpk é menor que 1,33, a capacidade potencial do processo não atende aos requisitos. A capacidade é baixa porque o processo está muito próximo de um limite de especificação. Cpk não é igual a Cp (2,76) porque o processo não é centralizado.