Neste tópico
- Qualidade do lote
- Limite de especificação inferior (LSL) e limite de especificação superior (USL)
- Desvio padrão histórico
- Tamanho do lote
- Nível de qualidade aceitável (NQA) e Nível de qualidade rejeitável (NQR) ou LTPD
- Risco do produtor (alfa) e risco do consumidor (beta)
- Tamanho amostral
- Distância crítica (valor de k)
- Desvio padrão máximo (DPM)
Qualidade do lote
- Percentual de defeituosos
- Representa a porcentagem defeituosa como um valor entre 0 e 100. Por exemplo, se 10 unidades são defeituosas em um tamanho amostral de 500, a porcentagem defeituosa é 2.
- Proporção de defeituosos
- Representa a porcentagem defeituosa como um valor entre 0 e 1. Por exemplo, se 10 unidades são defeituosas em um tamanho amostral de 500, a proporção de defeituosos é de 0,02.
- Defeituosos por milhão
- Representa o nível de defeituosos como um valor em um milhão de unidades. Por exemplo, 10 defeituosos por milhão (DPM) significa que você tem 10 unidades defeituosas para cada milhão de unidades.
Limite de especificação inferior (LSL) e limite de especificação superior (USL)
O limite inferior de especificação (LSL) é o valor mínimo permitido para o produto ou serviço. Este limite não indica a forma como o processo está sendo executado, mas como você quer executar.
O limite superior de especificação (USL) é o valor mínimo permitido para o produto ou serviço. Este limite não indica a forma como o processo está sendo executado, mas como você quer executar.
Você deve especificar pelo menos um limite de especificação para um plano de amostragem para aceitação de variáveis.
Interpretação
Use o LSL e USL para definir as necessidades dos clientes e avaliar se o seu processo produz itens que atendem aos requisitos.
O Minitab compara os dados do processo com os limites de especificação a fim de determinar se deve aceitar ou rejeitar um lote inteiro de produto.
Desvio padrão histórico
O desvio padrão histórico é o desvio padrão conhecido do seu processo. Use um desvio padrão histórico quando tiver coletado dados suficientes ao longo do tempo para afirmar com confiança qual é o desvio padrão do processo. Se o processo estiver estável e sob controle, você pode usar um desvio padrão histórico em vez de um desvio padrão calculado.
Tamanho do lote
O tamanho do lote é a população a partir da qual você coleta suas amostras quando você decide se aceita ou rejeita o lote inteiro.
Muitas vezes, o tamanho do lote é escolhido por ser conveniente para o transporte e manuseio tanto para o fornecedor como para o consumidor. Por exemplo, um tamanho muito conveniente pode ser uma remessa inteira. Como os planos de amostragem pressupõem a homogeneidade das partes em um lote, as unidades que compreendem um lote devem ser produzidas sob as mesmas condições de processo. Além disso, em geral, é mais econômico inspecionar lotes maiores do que uma série de lotes menores.
Nível de qualidade aceitável (NQA) e Nível de qualidade rejeitável (NQR) ou LTPD
- Nível de qualidade aceitável (NQA)
- O nível de qualidade aceitável (NQA) é a taxa de defeitos mais elevada de um processo do fornecedor que seja considerada aceitável. O NQA descreve o que o plano de amostragem aceitará, NQR descreve o que o plano de amostragem irá rejeitar. Você deseja criar um plano de amostragem que aceite um determinado lote de produtos no NQA a maior parte do tempo.
- Nível de qualidade rejeitável (NQR OU TLPD)
- O nível de qualidade rejeitável (NQR) é a maior taxa de taxa de defeito que o consumidor está disposto a tolerar em um lote individual. O NQR descreve o que o plano de amostragem rejeitará, NQA descreve o que o plano de amostragem irá aceitar. Você deseja criar um plano de amostragem que aceite um determinado lote de produtos no NQR a maior parte do tempo.
Interpretação
O consumidor e o fornecedor devem concordar com a taxa de defeitos mais elevada seja aceitável (NQA). O consumidor e o fornecedor também devem concordar com a taxa mais elevada que o consumidor vai tolerar em um lote individual (NQR).
A probabilidade de aceitação em NQA (100 defeituosos por milhão) é de 0,95, e a probabilidade de rejeição é de 0,05. A probabilidade de aceitação em NQR (300 defeituosos por milhão) é de 0,10, e a probabilidade de rejeição é 0,90.
Método
| Limite Inferior de Especificação (LIE) | 0,09 |
|---|---|
| Desvio Padrão Histórico | 0,025 |
| Tamanho do Lote | 2500 |
| Nível de Qualidade Aceitável (NQA) | 100 |
| Risco do Produtor (α) | 0,05 |
| Nível de Qualidade Rejeitável (NQR ou PDTL) | 300 |
| Risco do Cliente (β) | 0,1 |
Risco do produtor (alfa) e risco do consumidor (beta)
- Risco do produtor (Alfa)
- Risco do produtor, α, é a probabilidade de rejeitar uma série que tem um nível de qualidade igual ao NQA que deve ser aceito. À medida que α aumenta, o risco de rejeição de lotes com taxas defeituosas iguais a NQA aumenta, o que causa prejuízo ao produtor. Risco do produtor é também conhecido como erro de tipo I.
- Risco do cliente (Beta)
- O risco do consumidor, β, é a probabilidade de aceitar um lote com um nível de qualidade igual a NQR que deve ser rejeitado. À medida que NQR aumenta, o risco de aceitar lotes defeituosos com taxas iguais a NQR aumenta, o que causa prejuízo ao consumidor. Risco do consumidor é também conhecido como erro de tipo II.
Interpretação
Para proteger o produtor, o risco de rejeitar de um lote que tenha qualidade aceitável deve ser baixo. Para proteger o consumidor, o risco de aceitar um lote que tenha má qualidade deve ser baixo.
A probabilidade de aceitação em NQA é de 0,95, e a probabilidade de rejeição é de 0,05. A probabilidade de aceitação em NQR é de 0,10, e a probabilidade de rejeição é 0,90.
Método
| Limite Inferior de Especificação (LIE) | 0,09 |
|---|---|
| Desvio Padrão Histórico | 0,025 |
| Tamanho do Lote | 2500 |
| Nível de Qualidade Aceitável (NQA) | 100 |
| Risco do Produtor (α) | 0,05 |
| Nível de Qualidade Rejeitável (NQR ou PDTL) | 300 |
| Risco do Cliente (β) | 0,1 |
Tamanho amostral
Na amostragem de aceitação, o tamanho amostral é o número de itens que são escolhidos aleatoriamente a partir de um único lote para inspeção.
Interpretação
Neste exemplo, o tamanho amostral é 104. Você deve amostrar 104 itens de todo o lote de produtos.
Plano(s) Gerado(s)
| Tamanho Amostral | 104 |
|---|---|
| Distância Crítica (Valor k) | 3,55750 |
| Defeituosos por Milhão | Probabilidade de Aceitar | Probabilidade de Rejeitar | QMS | ITM |
|---|---|---|---|---|
| 100 | 0,950 | 0,050 | 91,1 | 223,2 |
| 300 | 0,100 | 0,900 | 28,6 | 2261,4 |
Distância crítica (valor de k)
A distância crítica é o valor que o Minitab usa para comparar com a média, desvio padrão e limites de especificação da amostra para determinar se o lote deve ser aceito ou rejeitado.
Interpretação
Por exemplo, suponha que você colete amostras de lotes de tubos de plástico. Seu plano de amostras determina a amostragem aleatória de 104 das 2500 garrafas em uma remessa. A especificação inferior para a espessura da parede é de 0,09 polegadas. O Minitab determina que a distância crítica seja 3,55750.
Se os valores de Z forem maiores do que a distância crítica e se o desvio padrão for menos do que o desvio padrão máximo, então, aceite todo o lote. Caso contrário, rejeite-o.
Plano(s) Gerado(s)
| Tamanho Amostral | 104 |
|---|---|
| Distância Crítica (Valor k) | 3,55750 |
| Defeituosos por Milhão | Probabilidade de Aceitar | Probabilidade de Rejeitar | QMS | ITM |
|---|---|---|---|---|
| 100 | 0,950 | 0,050 | 91,1 | 223,2 |
| 300 | 0,100 | 0,900 | 28,6 | 2261,4 |
Desvio padrão máximo (DPM)
O Minitab calcula o desvio padrão máximo (MSD) quando você fornece ambos, o LSL e o USL, e não fornece um desvio padrão histórico.
Interpretação
Se os valores de Z forem maiores do que a distância crítica e se o desvio padrão for menos do que o desvio padrão máximo, então, aceite todo o lote. Caso contrário, rejeite-o.
Z.LSL e Z.USL
- Z.LSL = (média – especificação inferior) / desvio padrão
- Z.USL = (especificação superior – média) / desvio padrão
Interpretação
Se os valores de Z forem maiores do que a distância crítica e se o desvio padrão for menos do que o desvio padrão máximo, então, aceite todo o lote. Caso contrário, rejeite-o.
Probabilidade de aceitação e probabilidade de rejeição
A probabilidade de aceitação de lotes no NQA deve ser próxima de 1 - α. A probabilidade de aceitação de lotes no NQR deve ser próxima de β. A probabilidade de rejeição é simplesmente 1 - a probabilidade de aceitação.
Interpretação
A probabilidade de aceitação em NQA (100 defeituosos por milhão) é de 0,95, e a probabilidade de rejeição é de 0,05. A probabilidade de aceitação em NQR (300 defeituosos por milhão) é de 0,10, e a probabilidade de rejeição é 0,90.
Plano(s) Gerado(s)
| Tamanho Amostral | 104 |
|---|---|
| Distância Crítica (Valor k) | 3,55750 |
| Defeituosos por Milhão | Probabilidade de Aceitar | Probabilidade de Rejeitar | QMS | ITM |
|---|---|---|---|---|
| 100 | 0,950 | 0,050 | 91,1 | 223,2 |
| 300 | 0,100 | 0,900 | 28,6 | 2261,4 |
AOQ e AOQL
O nível de qualidade média à saída representa a relação entre a qualidade do material de entrada e a qualidade do material de saída, supondo-se que os lotes rejeitados serão inspecionados 100% e todos os itens defeituosos serão substituídos ou retrabalhados.
Observação
Você deve especificar o tamanho do lote para calcular o AOQ e o AOQL.
Interpretação
Neste exemplo, quando o nível de qualidade de entrada média é de 100 defeituosos por milhão, a qualidade de saída média é de 91,1 defeituosos por milhão. Quando o nível de qualidade média de entrada é de 300 defeituosos por milhão, a qualidade de saída média é de 28,6 defeituosos por milhão. A qualidade da entrada é pior do que a qualidade da saída, porque os lotes rejeitados serão 100% inspecionados e terão todas as unidades defeituosas substituídas ou retrabalhadas.
A pior nível médio de saída de defeituosos (AOQL) de 104,6 de defeituosos por milhão ocorre quando o nível de qualidade de entrada é 140.0 defeituosos por milhão.
Plano(s) Gerado(s)
| Tamanho Amostral | 104 |
|---|---|
| Distância Crítica (Valor k) | 3,55750 |
| Defeituosos por Milhão | Probabilidade de Aceitar | Probabilidade de Rejeitar | QMS | ITM |
|---|---|---|---|---|
| 100 | 0,950 | 0,050 | 91,1 | 223,2 |
| 300 | 0,100 | 0,900 | 28,6 | 2261,4 |
Limites de qualidade média à saída (LQMS)
| LQMS | A Defeituosos por Milhão |
|---|---|
| 104,6 | 140,0 |
ATI
Observação
Você deve especificar o tamanho do lote para calcular a ATI.
Interpretação
Neste exemplo, quando o nível de qualidade média de entrada é de 100 defeituosos por milhão, o número médio de unidades inspecionadas por lote é 223,2. Isso ocorre porque 95% do tempo você vai inspecionar 104 itens e aprovar o lote, e 5% do tempo você vai rejeitar o lote e inspecionar todos os 2500 itens. Quando o nível de qualidade média de entrada é de 300 defeituosos por milhão, o número médio de unidades inspecionadas por lote é 2261,4, que é quase toda a remessa.
Plano(s) Gerado(s)
| Tamanho Amostral | 104 |
|---|---|
| Distância Crítica (Valor k) | 3,55750 |
| Defeituosos por Milhão | Probabilidade de Aceitar | Probabilidade de Rejeitar | QMS | ITM |
|---|---|---|---|---|
| 100 | 0,950 | 0,050 | 91,1 | 223,2 |
| 300 | 0,100 | 0,900 | 28,6 | 2261,4 |
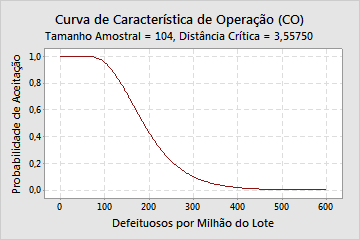
Curva CO
A curva característica de operação (CO) mostra a capacidade de um plano de amostragem de aceitação em distinguir entre lotes de qualidade boa ou má. A curva CO representa graficamente a probabilidade de aceitação de lotes que tenham diferentes níveis de qualidade de entrada para cada plano de amostragem.
Interpretação
Neste exemplo, se os defeituosos reais por milhão for 100, você tem uma probabilidade de 0,950 aceitar este lote com base na amostra e uma probabilidade de 0,050 de rejeitá-la. Se os defeituosos reais por milhão for de 300, você tem um 0,100 probabilidade de aceitar este lote e 0,900 probabilidade de rejeitá-la.
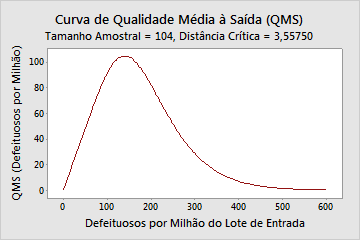
Curva AOQ
A curva de qualidade média à saída (AOQ) mostra a relação entre a qualidade do material de entrada e a qualidade do material de saída, supondo-se que os lotes rejeitados serão inspecionados 100% e os itens defeituosos serão substituídos ou retrabalhados e inspecionados novamente (inspeção de retificação).
Interpretação
Neste exemplo, quando o nível de qualidade de entrada média é de 100 defeituosos por milhão, a qualidade de saída média é de 91,1 defeituosos por milhão. Quando o nível de qualidade média de entrada é de 300 defeituosos por milhão, a qualidade de saída média é de 28,6 defeituosos por milhão. A qualidade da entrada é pior do que a qualidade da saída, porque os lotes rejeitados serão 100% inspecionados e terão todas as unidades defeituosas substituídas ou retrabalhadas.
A pior nível médio de saída de defeituosos (AOQL) de 104,6 de defeituosos por milhão ocorre quando o nível de qualidade de entrada é 140.0 defeituosos por milhão.
Curva ATI
A curva de inspeção média total (ATI) mostra a relação entre o número de itens que precisam ser inspecionados, supondo-se que os lotes rejeitados serão inspecionados 100% e os itens defeituosos serão substituídos ou retrabalhados e inspecionados novamente (inspeção de retificação).
Interpretação
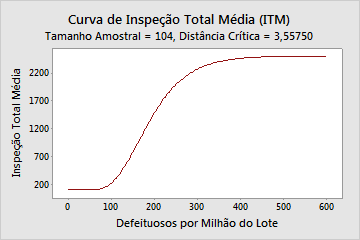
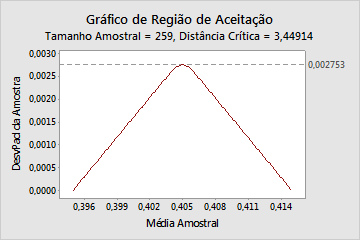
Gráfico de região de aceitação
O gráfico de região aceitação é usada para ilustrar os requisitos de amostra. Quando as especificações superior e inferior são conhecidas, e o desvio padrão é desconhecido, o gráfico de região de aceitação permite ver a região de médias amostrais e os desvios padrão amostrais para os quais você irá aceitar um lote.
Interpretação
Conforme o desvio padrão amostral aumenta e se aproxima do máximo, a média precisa estar no alvo para você aceitar uma remessa. Se a variação do processo está apertada e o desvio padrão é pequeno, a média pode variar entre os limites de especificação.