Um engenheiro de produção implementou um plano de variáveis de amostragem para verificar a espessura da parede da tubulação de 2 polegadas de entrada. A especificação inferior para a espessura da parede do tubo é de 0,09 polegadas. O engenheiro e o fornecedor concordam que a NQA é de 100 defeituosos por milhão e a NQR é de 300 defeituosos por milhão. Com base nessas especificações, o engenheiro seleciona e mede aleatoriamente 104 tubos por lote de 2500 tubos. Se o valor de z calculada for maior do que a distância crítica (3,55750), o engenheiro aceita o lote inteiro.
O supervisor de turno está preocupado porque a medição de 104 tubos vai demorar muito tempo. Ele prefere medir menos tubos, como 50. O engenheiro concorda com a análise de alguns planos de amostragem diferentes para determinar os riscos e benefícios de cada plano.
- Selecione .
- Na lista suspensa, selecione Comparar Planos de Amostragem Definidos pelo Usuário.
- Em Unidades para níveis de qualidade, selecione Defeituosos por milhão.
- Em Nível de qualidade aceitável (NQA), insira 100.
- Em Nível de qualidade rejeitável (NQR OU TLPD), insira 300.
- Em Tamanhos amostrais, insira 50 75 100 104.
- Em Distâncias críticas (valores k), insira 3,55750.
- Em Espec inferior, insira 0,09.
- Em Desvio padrão histórico, insira 0,025.
- Em Tamanho do lote, insira 2500.
- Clique em OK.
Interpretar os resultados
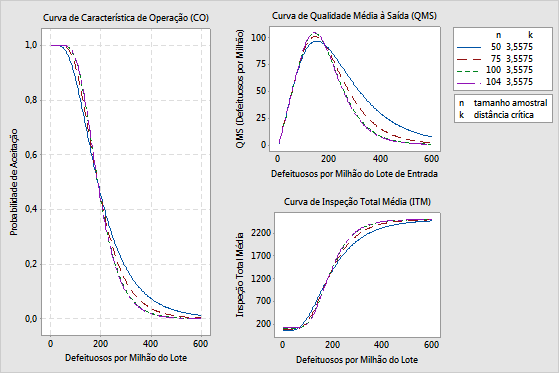
O engenheiro compara os gráficos dos diferentes planos de amostragem e percebe que os planos de amostragem com tamanhos amostrais de 100 e 104 tubos são muito semelhantes. A probabilidade de aceitação em NQA e e NQR alteram em menos de 0,5% (0,95 - 0,947). A alteração de NQA e a mudança de ATI também são mínimas.
O engenheiro também decide que uma amostra de 50 tubos não protege o nível de qualidade suficientemente bem. Com um tamanho amostral de 50, a probabilidade de aceitar um lote em NQR (300 PPM) é de 18,7%. Além disso, a probabilidade de rejeitar um lote que deve ser aceito em NQA (100 PPM) é de 12,7%, o que é muito alto para o produtor.
O engenheiro está disposto a considerar o plano de amostragem de 75 tubos. Os riscos para as probabilidades de aceitação parecem razoáveis se o fornecedor se comprometer a reduzir a variabilidade da espessura do tubo. O engenheiro decide investigar outros tamanhos amostrais que estejam entre 75 e 100 tubos.
Método
| Limite Inferior de Especificação (LIE) | 0,09 |
|---|---|
| Desvio Padrão Histórico | 0,025 |
| Tamanho do Lote | 2500 |
| Nível de Qualidade Aceitável (NQA) | 100 |
| Nível de Qualidade Rejeitável (NQR ou PDTL) | 300 |
Comparar Plano(s) Definido(s) pelo Usuário
| Tamanho Amostral(n) | Distância Crítica(k) | Defeituosos por Milhão | Probabilidade de Aceitar | Probabilidade de Rejeitar | QMS | ITM |
|---|---|---|---|---|---|---|
| 50 | 3,5575 | 100 | 0,873 | 0,127 | 85,6 | 360,4 |
| 50 | 3,5575 | 300 | 0,187 | 0,813 | 54,9 | 2042,6 |
| 75 | 3,5575 | 100 | 0,919 | 0,081 | 89,1 | 271,3 |
| 75 | 3,5575 | 300 | 0,138 | 0,862 | 40,1 | 2165,8 |
| 100 | 3,5575 | 100 | 0,947 | 0,053 | 90,9 | 227,5 |
| 100 | 3,5575 | 300 | 0,104 | 0,896 | 30,0 | 2250,3 |
| 104 | 3,5575 | 100 | 0,950 | 0,050 | 91,1 | 223,2 |
| 104 | 3,5575 | 300 | 0,100 | 0,900 | 28,6 | 2261,3 |
Limites de qualidade média à saída (LQMS)
| Tamanho Amostral | Distância Crítica(k) | LQMS | A Defeituosos por Milhão |
|---|---|---|---|
| 50 | 3,5575 | 96,8 | 148,3 |
| 75 | 3,5575 | 101,0 | 141,9 |
| 100 | 3,5575 | 104,2 | 140,1 |
| 104 | 3,5575 | 104,6 | 140,0 |