연구원팀은 사출 성형 공정의 데이터를 사용하여 플라스틱 부품의 한 유형의 강도를 최대화하는 기계에 대한 설정을 연구하고자 합니다. 변수에는 기계의 제어, 다양한 플라스틱 제조 및 사출 성형 기계가 포함됩니다. 팀은 과도한 무게를 최소화하면서 고강도 부품을 생산하는 공정 설정을 찾고자 합니다. 이 두 가지 반응은 특히 중요한데, 높은 강도를 달성하는 한 가지 방법은 더 조밀하고 무거운 부품을 만드는 것이기 때문입니다. 분석에는 부품을 과소 채움, 명목상, 과잉 상태로 분류하는 다항 응답 변수도 포함됩니다.
엔지니어들은 두 반응 모두에 대한 예측 모델을 적합시키고, 이를 통해 반응 최적화 도구 두 응답 간의 균형을 맞추는 예측 변수 설정을 찾았습니다.
- 표본 데이터 사출공정_다중응답.MPX를 엽니다.
- 을 선택합니다 .
- 워크시트 1에서 선택 충전 상태 하세요. 그 다음, 모델로 랜 덤 포레스트® 다항 분류 1 을 선택합니다.
- 워크시트 1에서 선택 추가 중량 하세요. 그 다음, MARS® 회귀 1 을 모델로 선택하세요.
- 워크시트 1에서 선택 힘 하세요. 그 다음, TreeNet® 회귀 1 을 모델로 선택합니다.
- 확인을 선택합니다.
모델을 검증하세요
모델 다이어그램의 결과는 모델의 성능, 변수 범위, 변수 중요도를 보여줍니다. 팀은 R-제곱 값이 충분히 높고 오분류율이 충분히 낮다는 데 동의합니다. 또한 변수들이 기대 범위를 가진다는 점에도 동의합니다. 결과가 팀이 예상한 바와 같기 때문에, 팀은 최적화 분석으로 넘어갑니다.
모델 성능
| 반응 변수 | 모형 | 검증 방법 | 성능 |
|---|---|---|---|
| 충전 상태 | Random Forests® 다항 분류 1 | OOB | 오분류 비율: 7.24% |
| 추가 중량 | MARS® 회귀 1 | 5 접기 교차 검증 | R-제곱: 87.97% |
| 힘 | TreeNet® 회귀 1 | 5 접기 교차 검증 | R-제곱: 89.92% |
변수 범위
| 변수 | 평균 중요도 | ID | 값 | 반응 |
|---|---|---|---|---|
| 금형 온도 | 66.6667 | 9 | [30.1, 1649.5] | 추가 중량, 힘 |
| 사출 압력 | 53.7347 | 1 | [75, 150] | 모두 |
| 냉각 온도 | 46.8183 | 2 | [25, 45] | 모두 |
| 플라스틱 온도 | 33.3333 | 5 | [200, 400] | 충전 상태 |
| 역압 | 28.5955 | 4 | [0.4, 0.7] | 충전 상태 |
| 압력 유지 | 25.1115 | 3 | [21, 48] | 충전 상태, 추가 중량 |
| 플라스틱 유량 | 23.3546 | 6 | [10, 50] | 충전 상태 |
| 기계 | 19.5256 | 7 | 1, 2, 3, 4 | 추가 중량, 힘 |
| 사출 온도 | 0.9739 | 8 | [85, 100] | 추가 중량 |
최적화를 수행하세요
- 결과에서 선택하세요 반응 최적화 도구.
- 행에서 충전 상태 명목 최적화 도구 클래스을 선택하세요. 선택 최대화 . 목적
- 추가 중량 행에서 목적에서 최소화을 선택하십시오.
- 힘 행에서 목적에서 최대화을 선택하십시오.
- 선택 만족도.
- 행에서 추가 중량 다음 값을 지정하세요:
목표값 상한점 가중치 중요도 0 2 1 1 - 행에서 힘 다음 값을 지정하세요:
하한 목표값 가중치 중요도 300 1600 1 3 - 각 대화 상자에서 확인을(를) 선택합니다.
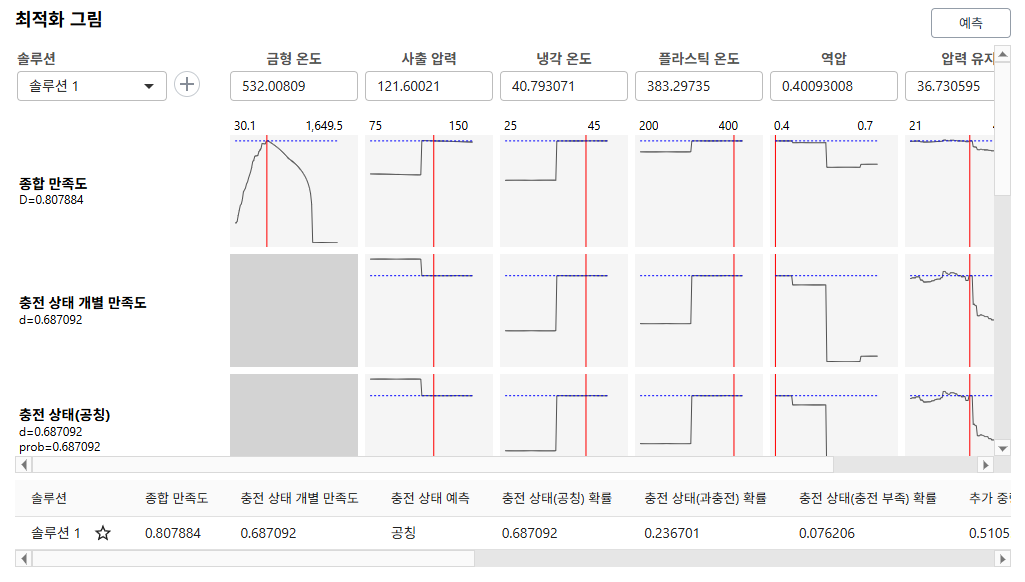
Minitab은 저장된 모델을 사용하여 응답 변수의 값을 최적화하는 예측 변수 설정을 추정합니다. 이 응답들의 결합 또는 복합 선호도는 약 0.8로, 이는 해가 최소 1개 응답에서 목표를 달성하지 못했음을 나타냅니다.
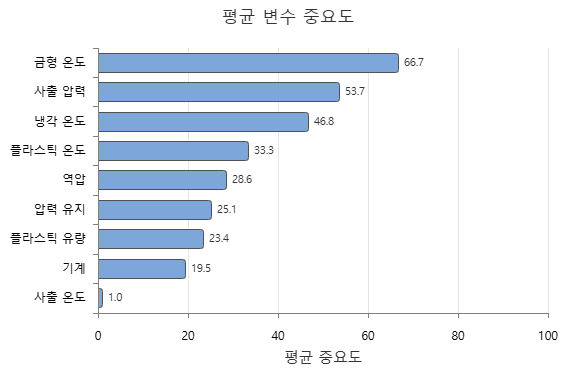
변수 범위 표에는 최적화 모델별 변수들의 평균 중요도를 포함합니다. 이 데이터에서 는 금형 온도 가장 중요한 변수입니다. 변수들은 평균 중요도 순서대로 표에 있으며, 금형 온도 따라서 상단에 있습니다.
반응 최적화: 충전 상태, 추가 중량, 힘
최적화 도표를 살펴보세요
최적화 플롯은 가 금형 온도 증가할수록 의 힘바람직함이 증가함을 보여줍니다. 가 금형 온도 증가하면 의 추가 중량바람직함이 감소한다. 최적화의 명세가 가 가장 중요하다고 명시 힘 하기 때문에, 최적화는 에 대해 개인의 바람직함이 거의 1 힘인 해를 찾는다. 해는 와 에 충전 상태대해 높은 개별 선호도를 추가 중량 가진다.
이 초기 솔루션의 요인 설정은 그림에서 직접 조정할 수 있습니다. 그림의 세로선을 이동하여 예측 변수 설정을 변경하고 반응의 개별 만족도(d)와 종합 만족도가 어떻게 변하는지 검토하십시오.
최적화 플롯을 편집하세요
- 최적화 도표를 선택하세요.
- 최적화 도표 오른쪽 상단에서 그래프 메뉴를 열어보세요.
- 선택 그래프 옵션.
- 창에서 옵션을(를) 확장합니다.
- 을 선택 취소합니다개별 만족도 그림 표시.
- 선택 반응 변수.
- 을 선택 취소합니다충전 상태.
- 확인을 선택합니다.
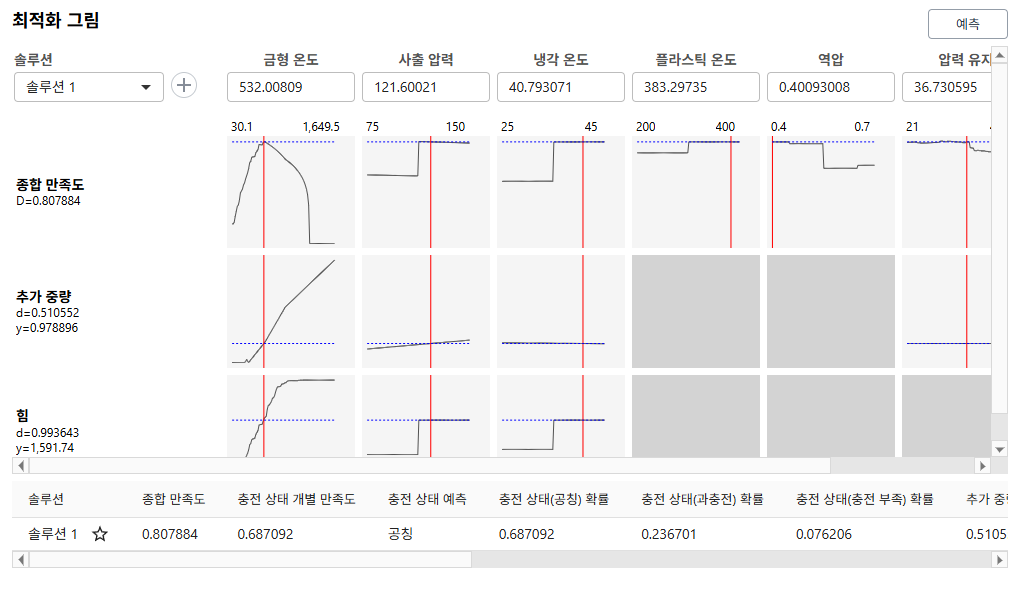
수정된 최적화 도표는 추가 무게 증가와 강도 증가를 균형 있게 조절하는 금형 온도를 선택해야 함을 강조합니다