한 품질 엔지니어가 성형 수지 부품의 결점 유형(변색, 찌꺼기)에 관심이 있습니다. 호스 오염과 수지 펠릿의 마찰로 인해 최종 제품에 변색된 줄이 나타날 수 있습니다. 공정이 더 높은 온도에서 더 빠른 이동률로 실행될 경우 찌꺼기가 발생할 수 있습니다. 엔지니어는 반응(결점)에 대한 세 가지 가능한 예측 변수를 식별합니다. 엔지니어는 예측 변수 수준에 변화를 주면서 각 결점 유형의 1시간 세션당 결점 수를 기록합니다.
엔지니어는 여러 예측 변수가 변속 결정에 미치는 영향을 조사하려고 합니다. 반응 변수가 유한 관측 공간에서 사건이 발생하는 횟수를 설명하기 때문에 엔지니어는 포아송 모형을 적합합니다.
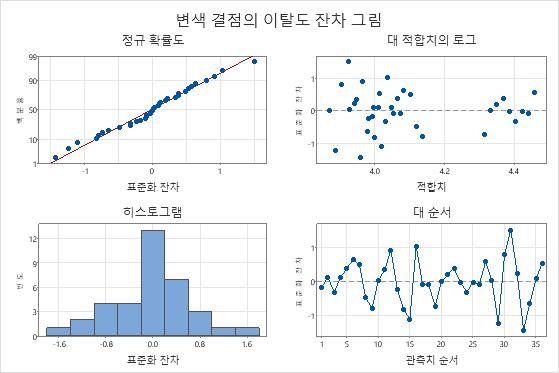
표준화 이탈도 잔차 대 적합치 그림은 고유 곡선을 표시합니다. 잔차 대 순서 그림에서 데이터 집합의 중간에 있는 잔차는 처음과 끝에 있는 잔차보다 더 높은 경향이 있습니다. 이런 데이터의 경우, 두 패턴의 원인은 모두 나사 크기와 온도 간에 교호작용 항이 없기 때문입니다. 잔차 대 순서 그림에서 패턴이 보이는 이유는 엔지니어가 데이터를 임의적인 순서로 수집하지 않았기 때문입니다. 엔지니어는 온도와 나사 크기 사이의 교호작용을 통해 모형을 다시 적합시켜서 결점을 더 정확하게 모형화합니다.
방법
연결 함수
자연 로그
범주형 예측 변수 코드화
(1, 0)
사용된 행
36
회귀 방정식
변색 결점
=
exp(Y')
나사 크기
대
Y'
=
4.398 + 0.01798 세척 후 시간 - 0.001974 온도
소
Y'
=
4.244 + 0.01798 세척 후 시간 - 0.001974 온도
계수
항
계수
SE 계수
Z-값
P-값
VIF
상수
4.3982
0.0628
70.02
0.000
세척 후 시간
0.01798
0.00826
2.18
0.029
1.00
온도
-0.001974
0.000318
-6.20
0.000
1.00
나사 크기
소
-0.1546
0.0427
-3.62
0.000
1.00
모형 요약
이탈도 R-Sq
이탈도 R-Sq(수정)
AIC
AICc
BIC
64.20%
60.80%
253.29
254.58
259.62
적합도 검정
검정
DF
추정치
평균
카이-제곱
P-값
이탈도
32
31.60722
0.98773
31.61
0.486
Pearson
32
31.26713
0.97710
31.27
0.503
분산 분석
Wald 검정
출처
DF
카이-제곱
P-값
회귀
3
56.29
0.000
세척 후 시간
1
4.74
0.029
온도
1
38.46
0.000
나사 크기
1
13.09
0.000
비정상적 관측치에 대한 적합치 및 진단
관측
변색 결점
적합치
잔차
표준화 잔차
33
43.00
58.18
-2.09
-2.18
R
Ctrl+E를 누르거나 마지막 대화 상자 편집 단추를 클릭합니다.표준 도구 모음에서 마지막 대화 상자 편집 단추를 클릭합니다.
모형을 클릭합니다.
예측 변수에서 온도 및 '나사 크기'을 선택합니다.
교호작용의 최대 차수 옆에 있는 2를 선택한 다음 추가를 클릭합니다.
각 대화 상자에서 확인를 클릭합니다.
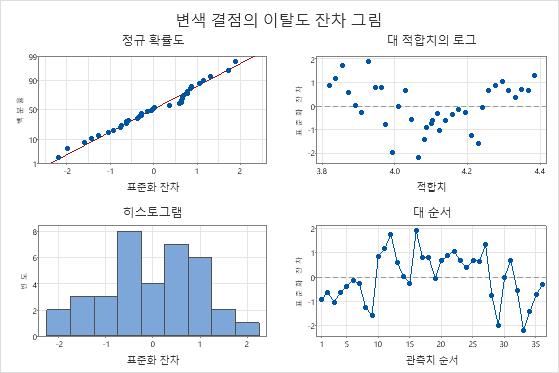
교호작용이 있는 모형의 경우, AIC는 약 236으로, 교호작용이 없는 모형보다 낮습니다. AIC 기준은 교호작용이 있는 모형이 교호작용이 없는 모형보다 나음을 나타냅니다. 전차 대 적합치 그림의 곡면성이 없어집니다. 엔지니어는 일부 계수가 > 5인 VIF 값을 가지고 있음을 알 수 있습니다. 이 경우, 공선화의 효과를 줄이기 위해 표준화된 연속 예측변수를 가진 분석은 모델내 용어의 통계적 유의성에 대해 동일한 결론을 내린다. (자세한 내용은 회귀 분석의 다중 공선성에서 확인하십시오.) 엔지니어는 교호작용이 없는 모형 대신 이 모형을 해석하기로 결정합니다.
 표준 도구 모음에서 마지막 대화 상자 편집 단추를 클릭합니다.
표준 도구 모음에서 마지막 대화 상자 편집 단추를 클릭합니다.