참고
이 명령은 에예측 분석 모듈서 사용할 수 있습니다. 모듈을 활성화하는 방법에 대한 자세한 내용은 여기를 클릭하십시오.
연구원팀은 사출 성형 공정의 데이터를 사용하여 플라스틱 부품의 한 유형의 강도를 최대화하는 기계에 대한 설정을 연구하고자 합니다. 변수에는 기계의 제어, 다양한 플라스틱 제조 및 사출 성형 기계가 포함됩니다.
데이터의 초기 탐색의 일부로, 팀은 주요 예측 변수를 식별하기 위해 중요하지 않은 예측 변수를 순차적으로 제거하여 모델을 비교하는 데 사용 주요 예측 변수 검색 하기로 결정합니다. 연구원들은 반응에 가장 많은 영향을 미치는 주요 예측 변수를 식별하고 반응과 주요 예측 변수 사이의 관계에 대한 더 많은 통찰력을 얻을 수 있기를 바랍니다.
- 표본 데이터 세트를 엽니다 사출과정.MWX.
- 을 선택합니다.
- 반응에 힘를 입력합니다.
- 계량형 예측 변수에 '사출 압력' – '측정 시 온도'를 입력합니다.
- 범주형 예측 변수에 기계 및 수식을 입력합니다.
- 확인을 클릭합니다.
결과 해석
이 분석의 경우 Minitab Statistical Software는 20개의 모형을 비교합니다. 모형 평가 표의 모형 열에 있는 별표는 교차 검증된 R2 통계의 값이 가장 큰 모형이 모형 16임을 보여줍니다. 모형 16에는 5개의 중요한 예측 변수가 포함되어 있습니다. 모형 평가 표의 결과는 모형 16용에 대한 것입니다.
Model 16은 교차 검증된 R2 통계의 값이 가장 크지만 다른 모형은 값이 비슷합니다. 팀은 대체 모델 선택을(를) 클릭하여 모형 평가 표에서 다른 모형에 대한 결과를 생성할 수 있습니다.
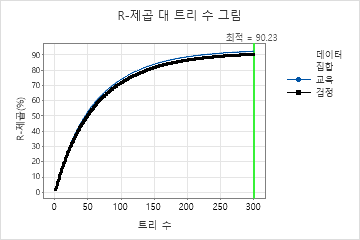
모형 16의 결과에서 R-제곱 대 트리 수 플롯은 최적의 트리 수가 분석의 나무 수(300)와 같다는 것을 보여줍니다. 팀은 하이퍼파라미터 튜닝을(를) 클릭하여 트리 수를 늘리고 다른 하이파라미터에 대한 변경으로 모형의 성능이 향상되는지 확인할 수 있습니다.
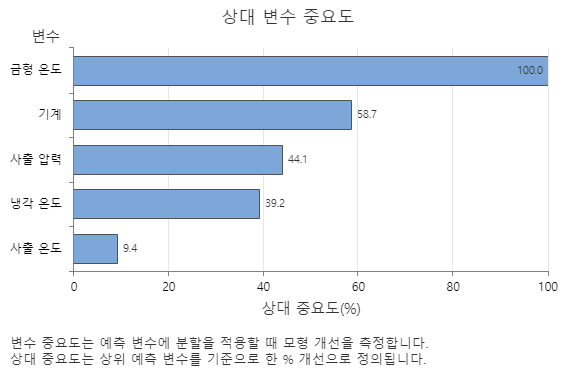
상대 변수 중요도 그래프는 트리 시퀀스에 대한 예측 변수에 분할이 이루어질 때 모형 개선에 미치는 영향 순으로 예측 변수를 표시합니다. 가장 중요한 예측 변수는 성형 온도입니다. 상위 예측 변수인 성형 온도의 중요도가 100%인 경우 다음으로 중요한 변수인 기계의 기여도는 58.7%입니다. 즉, 사출하는 기계는 성형 내부 온도만큼 중요한 58.7%입니다.
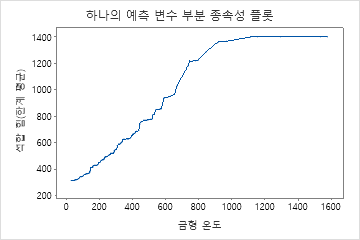
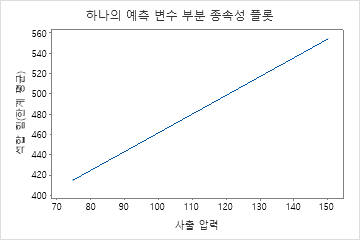
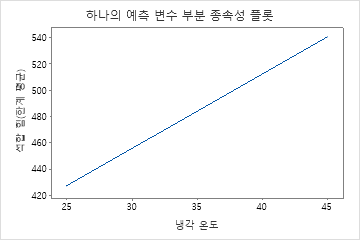
부분 종속성 플롯을 사용하여 중요한 변수 또는 변수 쌍이 예측된 반응에 미치는 영향을 이해할 수 있습니다. 부분 종속성 플롯은 반응과 변수 간의 관계가 선형, 단조로움 또는 더 복잡한지 여부를 보여줍니다.
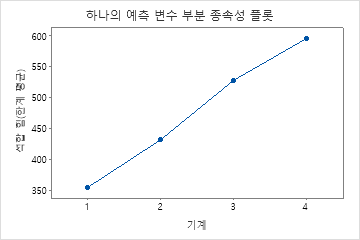
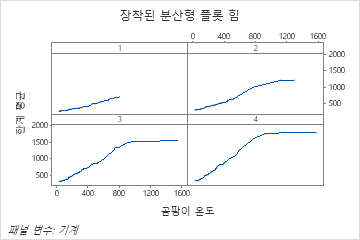
하나의 예측 변수 부분 종속성 플롯은 성형 온도, 사출 압력 및 냉각 온도가 모두 강도와 긍정적인 관계를 가지고 있음을 보여줍니다. 기계의 그림은 기계 1이 평균에서 가장 약한 부품을 만들고 기계 4가 평균적으로 가장 강한 부품을 만드는 기계 간의 차이를 보여줍니다. 팀은 성형 온도와 기계가 데이터에서 가장 강력한 교호작용을 가지고 있음을 인식하므로 이러한 변수가 강도에 미치는 영향을 더 잘 이해하기 위해 두 개의 예측 변수 부분 종속성 플롯을 살펴봅니다. 팀은 결과에서 선택하여 사출 온도와 같은 다른 변수에 대한 그림을 생성할 수 있습니다.
성형 온도 및 기계의 두 개의 예측 변수 부분 종속성 플롯은 기계의 평균 강도 차이에 대한 통찰력을 제공합니다. 한 가지 이유는 기계 1의 데이터에 다른 기계만큼 가장 높은 성형 온도에서 많은 관측치를 포함하지 않기 때문입니다. 팀은 다른 설정이 같을 때 기계가 다른 강점을 생성하는 다른 이유를 찾기로 결정할 수 있습니다. 팀은 결과를 클릭하여 다른 변수 쌍에 대한 그림을 생성할 수 있습니다.
방법
| 손실 함수 | 제곱 오차 |
|---|---|
| 최적 트리 수 선택 기준 | 최대 R-제곱 |
| 모형 검증 | 3-접기 교차 검증 |
| 학습률 | 0.01408 |
| 하위 표본 부분 | 0.5 |
| 트리당 최대 터미널 노드 수 | 6 |
| 최소 단말 노드 크기 | 3 |
| 노드 분할을 위해 선택된 예측 변수 수 | 총 예측 변수 수 = 21 |
| 사용된 행 | 1408 |
반응 정보
| 평균 | 표준 편차 | 최소값 | Q1 | 중위수 | Q3 | 최대값 |
|---|---|---|---|---|---|---|
| 485.247 | 318.611 | 41.2082 | 301.099 | 398.924 | 562.449 | 2569.04 |
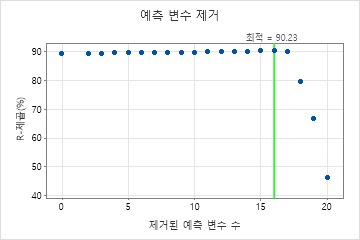
중요하지 않은 예측 변수를 제거하여 모형 선택
| 모형 | 최적의 트리 수 | R-제곱(%) | 예측 변수 수 | 제거된 예측 변수 |
|---|---|---|---|---|
| 1 | 300 | 89.32 | 21 | 없음 |
| 2 | 300 | 89.34 | 19 | 플라스틱 유량, 변경 위치 |
| 3 | 300 | 89.39 | 18 | 건조 온도 |
| 4 | 300 | 89.46 | 17 | 용융 온도 영역 2 |
| 5 | 300 | 89.51 | 16 | 플라스틱 온도 |
| 6 | 300 | 89.50 | 15 | 수식 |
| 7 | 300 | 89.59 | 14 | 압력 유지 |
| 8 | 300 | 89.57 | 13 | 나사 쿠션 |
| 9 | 300 | 89.69 | 12 | 용융 온도 영역 4 |
| 10 | 300 | 89.70 | 11 | 역압 |
| 11 | 300 | 89.86 | 10 | 용융 온도 영역 1 |
| 12 | 300 | 89.90 | 9 | 건조 시간 |
| 13 | 300 | 89.92 | 8 | 측정 시 온도 |
| 14 | 300 | 90.06 | 7 | 용융 온도 영역 5 |
| 15 | 300 | 90.16 | 6 | 용융 온도 영역 3 |
| 16* | 300 | 90.23 | 5 | 나사 회전 속도 |
| 17 | 300 | 89.96 | 4 | 사출 온도 |
| 18 | 297 | 79.37 | 3 | 냉각 온도 |
| 19 | 244 | 66.64 | 2 | 사출 압력 |
| 20 | 164 | 46.19 | 1 | 기계 |
모형 요약
| 전체 예측 변수 | 5 |
|---|---|
| 중요 예측 변수 | 5 |
| 성장한 트리 수 | 300 |
| 최적의 트리 수 | 300 |
| 통계량 | 교육 | 검정 |
|---|---|---|
| R-제곱 | 92.23% | 90.23% |
| 루트 평균 제곱 오차(RMSE) | 88.8049 | 99.5673 |
| 평균 제곱 오차(MSE) | 7886.3152 | 9913.6420 |
| 평균 절대 편차(MAD) | 68.9231 | 74.4113 |
| 평균 절대 백분율 오차(MAPE) | 0.2083 | 0.2175 |