한 건축 제품 제조업체의 재료 엔지니어가 새로운 절연 제품을 개발 중입니다. 이 엔지니어는 절연체의 강도, 밀도 및 절연 값에 영향을 미치는 여러 요인을 평가하기 위해 2-수준 완전 요인 실험을 설계합니다.
엔지니어가 재료 유형, 주입 압력, 주입 온도 및 냉각 온도가 절연 강도에 어떤 영향을 미치는지 확인하기 위해 요인 설계를 분석합니다.
- 표본 데이터를 엽니다 절연특성.MWX.
- 을 선택합니다.
- 반응에 강도을 입력합니다.
- 항을(를) 클릭합니다.
- 모형에 포함되는 항의 최대 차수에서 2를 선택합니다.
- 확인을(를) 클릭한 다음 공변량을(를) 클릭합니다.
- 공변량에 측정 온도를 입력합니다.
- 확인을(를) 클릭한 다음 그래프을(를) 클릭합니다.
- 잔차 그림 아래에서 네 개 모두을 선택합니다.
- 각 대화 상자에서 확인을 클릭합니다.
결과 해석
분산 분석표에서 모든 선형 항(재료, 주입 압력, 주입 온도, 냉각 온도)에 대한 p-값은 유의합니다. p-값이 유의 수준 0.05보다 작기 때문에 엔지니어는 효과가 통계적으로 유의하다는 결론을 내립니다. 공변량 측정 온도는 유의하지 않습니다(p-값 = 0.278). 어떠한 이원 교호작용도 유의하지 않습니다. 엔지니어는 모형 축소를 고려해볼 수 있습니다.
R2 값은 모형이 강도의 분산 중 98.02%를 설명한다는 것을 보여줍니다. 이는 모형이 데이터를 매우 잘 적합시킨다는 것을 나타냅니다.
대부분의 VIF가 작으며, 이는 모형의 항들이 상관되어 있지 않다는 것을 나타냅니다. 측정 온도에 대한 VIF는 5.87이지만, 이 항은 유의하지 않으며 최종 모형에 포함하지 않습니다.
효과의 Pareto 그림을 사용하면 중요한 효과를 시각적으로 식별하고 여러 효과의 상대적 크기를 비교할 수 있습니다. 또한 그래프에서 주입 압력(B) 막대의 길이가 가장 길기 때문에 이 효과가 가장 크다는 것을 확인할 수 있습니다. 마찬가지로 주입 압력*냉각 온도 교호작용(BD) 막대의 길이가 가장 짧기 때문에 이 효과가 가장 작습니다.
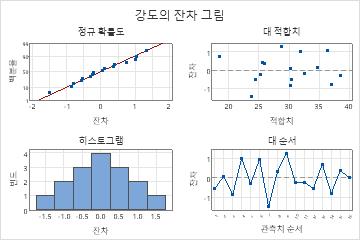
이 잔차 그림은 모형에 문제가 없음을 나타냅니다.
코드화된 계수
| 항 | 효과 | 계수 | SE 계수 | T-값 | P-값 | VIF |
|---|---|---|---|---|---|---|
| 상수 | 56.0 | 21.0 | 2.66 | 0.056 | ||
| 측정온도 | -1.229 | 0.979 | -1.25 | 0.278 | 5.87 | |
| 재료 | 5.316 | 2.658 | 0.678 | 3.92 | 0.017 | 3.23 |
| 주입압력 | 5.645 | 2.822 | 0.401 | 7.04 | 0.002 | 1.13 |
| 주입온도 | 4.355 | 2.177 | 0.378 | 5.76 | 0.005 | 1.00 |
| 냉각온도 | -3.457 | -1.729 | 0.420 | -4.12 | 0.015 | 1.24 |
| 재료*주입압력 | -0.723 | -0.361 | 0.415 | -0.87 | 0.433 | 1.21 |
| 재료*주입온도 | -1.025 | -0.512 | 0.443 | -1.16 | 0.312 | 1.38 |
| 재료*냉각온도 | -0.208 | -0.104 | 0.510 | -0.20 | 0.848 | 1.82 |
| 주입압력*주입온도 | -0.837 | -0.419 | 0.510 | -0.82 | 0.458 | 1.82 |
| 주입압력*냉각온도 | -0.055 | -0.027 | 0.382 | -0.07 | 0.947 | 1.03 |
| 주입온도*냉각온도 | 1.933 | 0.966 | 0.381 | 2.54 | 0.064 | 1.02 |
모형 요약
| S | R-제곱 | R-제곱(수정) | R-제곱(예측) |
|---|---|---|---|
| 1.51005 | 98.02% | 92.57% | 70.86% |
분산 분석
| 출처 | DF | Adj SS | Adj MS | F-값 | P-값 |
|---|---|---|---|---|---|
| 모형 | 11 | 451.357 | 41.032 | 17.99 | 0.007 |
| 공변량 | 1 | 3.591 | 3.591 | 1.58 | 0.278 |
| 측정온도 | 1 | 3.591 | 3.591 | 1.58 | 0.278 |
| 선형 | 4 | 304.587 | 76.147 | 33.39 | 0.002 |
| 재료 | 1 | 35.053 | 35.053 | 15.37 | 0.017 |
| 주입압력 | 1 | 113.068 | 113.068 | 49.59 | 0.002 |
| 주입온도 | 1 | 75.533 | 75.533 | 33.12 | 0.005 |
| 냉각온도 | 1 | 38.666 | 38.666 | 16.96 | 0.015 |
| 2차 교호작용 | 6 | 20.309 | 3.385 | 1.48 | 0.366 |
| 재료*주입압력 | 1 | 1.732 | 1.732 | 0.76 | 0.433 |
| 재료*주입온도 | 1 | 3.045 | 3.045 | 1.34 | 0.312 |
| 재료*냉각온도 | 1 | 0.095 | 0.095 | 0.04 | 0.848 |
| 주입압력*주입온도 | 1 | 1.538 | 1.538 | 0.67 | 0.458 |
| 주입압력*냉각온도 | 1 | 0.012 | 0.012 | 0.01 | 0.947 |
| 주입온도*냉각온도 | 1 | 14.694 | 14.694 | 6.44 | 0.064 |
| 오차 | 4 | 9.121 | 2.280 | ||
| 총계 | 15 | 460.478 |
코드화되지 않은 단위의 회귀 방정식
| 강도 | = | 52.7 - 1.229 측정온도 + 10.43 재료 + 0.216 주입압력 + 0.007 주입온도 - 1.357 냉각온도 - 0.0096 재료*주입압력 - 0.0683 재료*주입온도 - 0.0104 재료*냉각온도 - 0.00149 주입압력*주입온도 - 0.00007 주입압력*냉각온도 + 0.01288 주입온도 *냉각온도 |
|---|
별칭 구조
| 요인 | 이름 |
|---|---|
| A | 재료 |
| B | 주입압력 |
| C | 주입온도 |
| D | 냉각온도 |
| 별칭 |
|---|
| I - 5.42 ABC + 28.92 ABD - 9.04 ACD - 10.85 BCD + 45.19 ABCD |
| A + 0.15 ABC - 0.77 ABD + 0.24 ACD + 0.29 BCD - 1.21 ABCD |
| B - 0.03 ABC + 0.19 ABD - 0.06 ACD - 0.07 BCD + 0.29 ABCD |
| C - 0.01 ABC + 0.03 ABD - 0.01 ACD - 0.01 BCD + 0.05 ABCD |
| D - 0.05 ABC + 0.25 ABD - 0.08 ACD - 0.09 BCD + 0.39 ABCD |
| AB + 0.04 ABC - 0.24 ABD + 0.07 ACD + 0.09 BCD - 0.37 ABCD |
| AC + 0.06 ABC - 0.32 ABD + 0.10 ACD + 0.12 BCD - 0.50 ABCD |
| AD - 0.09 ABC + 0.47 ABD - 0.15 ACD - 0.18 BCD + 0.74 ABCD |
| BC + 0.09 ABC - 0.47 ABD + 0.15 ACD + 0.18 BCD - 0.74 ABCD |
| BD + 0.02 ABC - 0.08 ABD + 0.03 ACD + 0.03 BCD - 0.13 ABCD |
| CD - 0.01 ABC + 0.07 ABD - 0.02 ACD - 0.03 BCD + 0.11 ABCD |