1단계: 적합 회귀선을 조사하여 선형성 평가
선형성은 측정 시스템의 예상 작동 범위 전체에서 평균 치우침의 차이를 평가합니다.
각 부품에 대해 치우침 값이 어떻게 달라지는지 확인하려면 기준 값 대 치우침 그림을 사용합니다. 각 기준 값에 대해 파란색 원은 치우침 값을 나타내고 빨간색 사각형은 평균 치우침 값을 나타냅니다.
치우침은 부품의 기준 값과 측정 시스템의 부품 측정값 간의 차이입니다. 평균 치우침 값도 치우침 아래 Gage 치우침 표에 나열됩니다.
선은 일반 최소제곱법을 사용하여 치우침 값을 통해 적합됩니다. 데이터로 수평선을 형성하려는 경우 수평선은 치우침이 부품 크기에 따라 변경되지 않으며 측정 시스템에 유의한 치우침이 포함되어 있지 않음을 나타냅니다. 수평선이 0에 가까운 경우 관측된 평균 측정값과 기준 값 간의 차이가 매우 작으며, 이 역시 시스템에 유의한 치우침이 포함되어 있지 않다는 것을 나타냅니다.
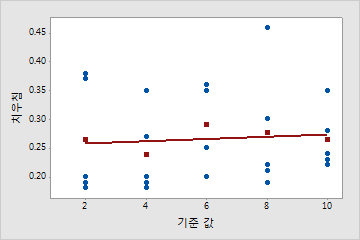
치우침이 모든 부품에 걸쳐 매우 작음
이것은 이상적인 경우로, 선이 수평선이고 0에 가깝습니다. 치우침이 각 부품에 대해 매우 작고 수평선은 선형성이 문제가 아님을 나타냅니다.
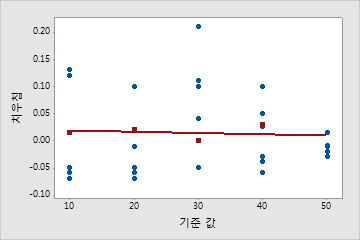
선형성이 문제인 것으로 보이지 않음
표시된 선이 수평선에 가까운데, 평균 치우침이 상대적으로 일정하며 기준 값에 따라 달라지지 않는다는 것을 나타냅니다. 이 예에서 모든 부품의 측정값이 해당하는 기준 부품 측정값보다 큽니다.
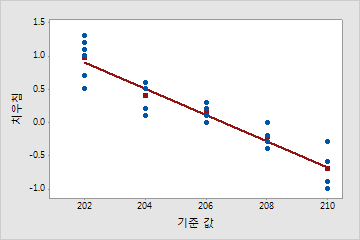
선형성이 문제인 것으로 보임
표시된 선이 경사를 이룹니다. 이 예에서는 부품이 작을수록 측정값이 해당하는 기준 부품 값보다 높습니다. 부품이 클수록 측정값이 해당하는 기준 부품 값보다 작은 경향이 있습니다.
2단계: Gage 선형성이 통계적으로 유의한지 여부를 확인
일반적으로 적합선의 기울기가 0에 가까울수록 Gage 선형성이 더 높습니다. 이상적으로 적합선은 수평이 되고 0에 가깝게 됩니다.
- p-값이 0.05보다 크면 선형성이 존재하지 않는다는 결론을 내리고 치우침을 평가할 수 있습니다. 평균 치우침이 0과 유의하게 다른지 여부를 확인하려면 평균 치우침에 대한 p-값을 사용합니다.
- p-값이 0.05보다 작거나 같으면 선형성이 문제라는 결론을 내릴 수 있습니다. 전체 치우침이 아니라, 각 개별 기준 값에서 치우침을 평가할 수 있습니다. 여러 기준 값에서의 치우침이 서로 다르기 때문에 유의한 선형성이 존재하는 경우에는 전체 치우침을 평가할 수 없습니다. 즉, 선형성이 통계적으로 유의한 경우 개별 기준 값에 대한 치우침 p-값만 해석하십시오.
주요 결과: Gage 선형성 P
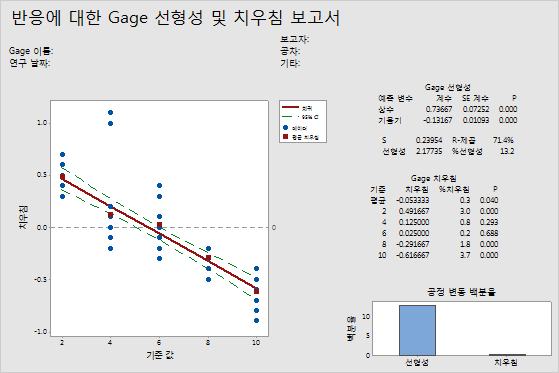
이 결과에서 기울기에 대한 p-값은 0.000으로, 기울기가 유의하고 측정 시스템에 선형성이 존재한다는 것을 나타냅니다. 선형성이 통계적으로 유의하기 때문에 평균 전체 치우침 값이 아니라 개별 치우침 값을 사용해야 합니다.
3단계: Gage 치우침이 통계적으로 유의한지 여부를 확인
치우침은 부품의 기준 값과 측정 시스템의 부품 측정값 간의 차이입니다. 각 기준 값에 대한 %치우침 및 평균 %치우침을 조사하십시오. 평균 %치우침 값은 공정 변동의 백분율로 표현되는 치우침입니다.
- 양의 치우침은 Gage가 높게 측정한다는 것을 나타냅니다.
- 음의 치우침은 Gage가 낮게 측정한다는 것을 나타냅니다.
정확하게 측정하는 Gage의 경우에는 %치우침 값도 작습니다.
각 기준 값과 평균 치우침이 0인지 여부를 검정하는 데 사용되는 p-값을 사용합니다.
주요 결과: %치우침, Gage 치우침 P
이 결과에서 %치우침 값의 범위는 0.2 - 3.7, p-값의 범위는 0.000 - 0.688입니다. 선형성이 존재하므로, 개별 수준에 대해서만 치우침 p-값을 해석하고 전체 평균 치우침 값은 사용하지 마십시오. 기준 값 2, 8, 10에는 치우침이 있고 기준 값 4과 6의 측정값에는 치우침이 있는 것으로 보이지 않습니다.