1단계: EMP 통계량을 사용하여 측정 시스템 분류
EMP 통계량을 사용하여 측정 시스템이 공정 개선 활동에 사용하기에 충분한지 여부를 확인할 수 있습니다. 분류 지침 표에서는 X-막대형 관리도가 검정 1 또는 검정 1, 5, 6, 8에 대해 10개의 부분군 내에 관리 이탈 상태에 있을 수 있다는 경고 확률을 제공합니다. 1등급 및 2등급 측정 시스템은 일반적으로 검정 1을 사용하는 X-bar 차트와 함께 공정 개선 활동에 사용하기에 충분합니다. 3등급 측정 시스템은 일반적으로 규칙 1, 5, 6 및 8을 사용하는 X-막대 차트와 함께 공정 개선 활동에 사용하기에 충분합니다.
EMP 통계
| 통계량 | 값 | 분류 |
|---|---|---|
| 검정-재검정 오차 | 0.1999 | |
| 자유도 | 78.0000 | |
| 가능한 오차 | 0.1349 | |
| 등급 내 상관 관계(편향 없음) | 0.9645 | 1등급 |
| 등급 내 상관 관계(편향 포함) | 0.9224 | 1등급 |
| 편향 영향 | 0.0421 |
분류 지침
| 분류 | 등급 내 상관 관계 | 프로세스 신호의 감쇠 | 경고 확률, 테스트 1* | 경고 확률, 테스트* |
|---|---|---|---|---|
| 1등급 | 0.80 - 1.00 | 11% 미만 | 0.99 - 1.00 | 1.00 |
| 2등급 | 0.50 - 0.80 | 11 - 29% | 0.88 - 0.99 | 1.00 |
| 3등급 | 0.20 - 0.50 | 29 - 55% | 0.40 - 0.88 | 0.92 - 1.00 |
| 4등급 | 0.00 - 0.20 | 55% 초과 | 0.03 - 0.40 | 0.08 - 0.92 |
주요 결과: 분류
이 결과에서 분류 지침은 측정 시스템이 1등급임을 보여줍니다. 측정값에는 100분의 1 자리가 포함되어 있지만 가능한 오차는 1/10 이상입니다. 결과는 측정값이 100분의 1 자리가 아닌 10번째 자리로 이동하는 것이 좋습니다.
2단계: 차트를 사용하여 개선 기회 식별
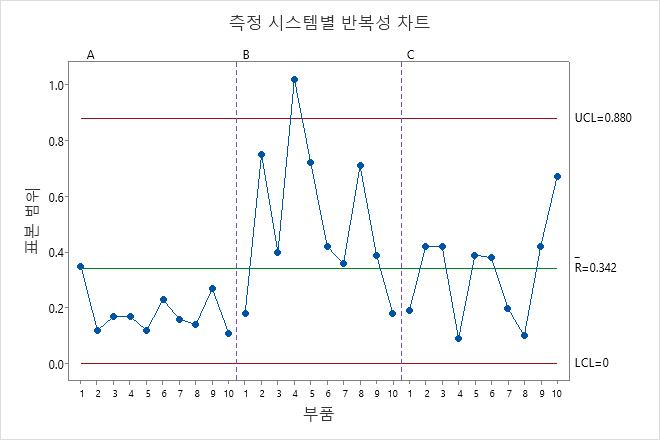
- 측정 시스템별 반복성 차트
- 관리 상한 위에 포함되는 점이 있는지 여부를 표시합니다.
여러 측정 시스템이 일관되게 측정하는 경우 점들이 관리 한계 내에 포함됩니다.
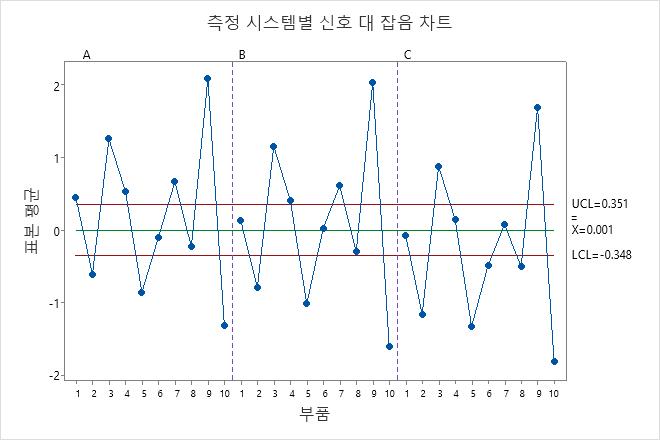
- 측정 시스템별 신호 대 잡음 차트
- 대부분의 점이 관리 한계를 벗어나는지 여부를 표시합니다.
Gage 연구를 위해 선택하는 파트는 일반적인 파트 간 변동성을 나타내야 합니다. 따라서 부품 평균 간 더 많은 변동이 예상되며 그래프에는 대부분의 관리 한계를 벗어난다는 것이 표시됩니다.
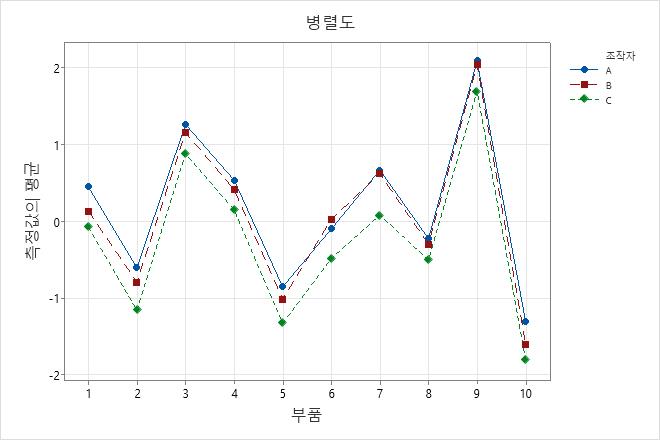
- 병렬도
- 각 측정 시스템의 측정값을 연결하는 선이 유사한지, 또는 서로 교차하는지 여부를 표시합니다.
일치하는 선은 여러 측정 시스템이 서로 유사하게 측정한다는 것을 나타냅니다. 평행하지 않거나 교차하는 선은 측정 시스템의 부품 측정 능력이 측정 중인 부품에 따라 일관되게 달라진다는 것을 나타냅니다. 다른 선보다 일관되게 높거나 낮은 선은 측정 시스템에서 일관되게 높거나 낮게 측정하여 측정값에 치우침을 추가한다는 것을 나타냅니다.
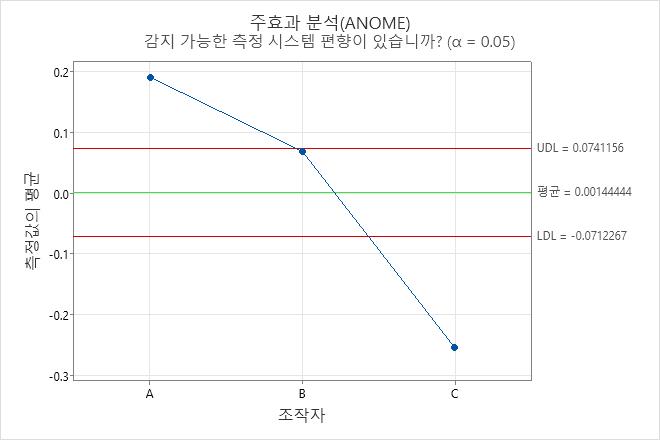
- 주효과 분석(ANOME)
- 측정 시스템 간의 차이가 부품 간 차이와 비교하여 작은지 여부를 표시합니다.
결정 한계 내의 점은 각 측정 시스템에 대한 평균 측정값이 비슷하다는 것을 나타냅니다.
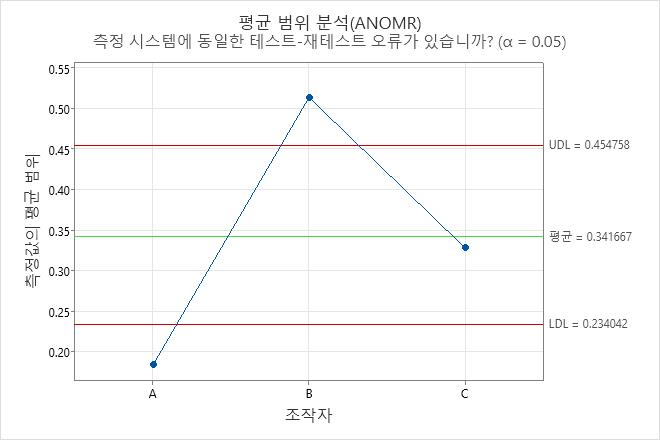
- 평균 범위 분석(ANOMR)
- 측정 시스템이 서로 비교하여 일관되게 측정되는지 여부를 표시합니다.
결정 한계 내의 점은 각 측정 시스템의 평균 범위가 비슷하다는 것을 나타냅니다.
주요 결과 관리도
반복성 차트에서 측정 시스템 B에 의한 부품 4의 표본 범위가 관리 상한을 초과합니다. 측정 시스템을 개선할 수 있는 기회를 식별하려면 이 표본에서 넓은 범위를 설명하는 특별한 원인이 있는지 조사하십시오.
신호 대 잡음 관리도에서는 각 측정 시스템에 대해 7개 이상의 점이 관리 이탈 상태에 있습니다. 부품을 구별하는 측정 시스템의 능력은 충분해 보입니다.
평행도 그림에서 측정 시스템 A에 대한 측정값은 다른 측정 시스템에 대한 측정값보다 일관되게 크고, 시스템 C에 대한 측정값은 다른 측정 시스템보다 일관되게 작습니다. ANOME 관리도의 결정 한계를 사용하여 이러한 차이가 측정 시스템에서 구별할 수 있을 만큼 큰지 확인합니다.
ANOME 관리도에서 측정 시스템 A의 점은 결정 상한 위에 있고 측정 시스템 C에 대한 점은 결정 하한 아래에 있습니다. 측정 시스템은 측정 시스템 A에 대한 측정값의 평균이 더 높고 시스템 C에 대한 측정값의 평균이 더 낮다는 것을 나타냅니다. 측정 시스템을 개선하려면 작업자 간의 차이를 줄이십시오.
ANOMR 관리도에서 측정 시스템 B의 점이 결정 상한보다 높습니다. 이 결과는 반복성 관리도의 측정 시스템 B에 대한 관리 이탈 상태에 있는 점과 일치합니다.