한 자동차 부품 공장의 품질 엔지니어가 캠축 길이의 변동을 모니터링합니다. 하루에 세 교대조가 세 대의 기계로 캠축을 제조합니다. 엔지니어가 각 교대조에서 기계별로 제조되는 캠축 5개를 측정합니다.
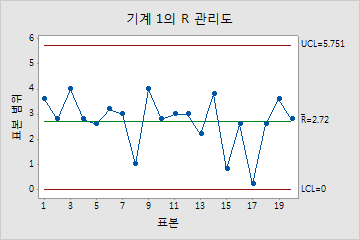
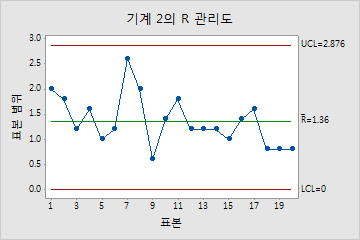
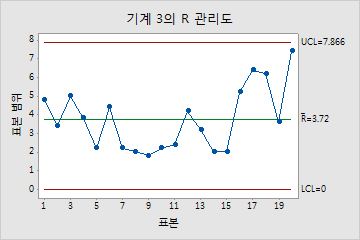
품질 엔지니어는 각 기계의 변동을 모니터링하기 위해 R 관리도를 생성합니다.
- 표본 데이터캠축길이.MWX을 엽니다.
- 을 선택합니다.
- 드롭다운 리스트에서 관리도에 대한 모든 관측치를 한 열에을 선택하고 기계 1 기계 2 기계 3을 입력합니다.
- 부분군 크기에 부분군 ID을 입력합니다.
- R 옵션을 클릭합니다.
- 검정 탭에서 1개의 점이 중심선으로부터 K 표준 편차 범위 밖에 있음(검정 1) 및 K개의 연속된 점이 중심선으로부터 같은 쪽에 있음(검정 2)를 선택합니다.상황에 따라 어떤 검정이 적용되는지 모를 경우에는 검정 1과 2를 사용합니다.
- 각 대화 상자에서 확인을 클릭합니다.
결과 해석
Minitab에서는 각 기계에 대해 하나씩, 세 개의 R 관리도를 생성합니다. 관리 한계를 벗어나는 점이 없으며 3 기계 모두에 대해 점들이 랜덤 패턴을 표시합니다. 따라서 공정 변동이 관리 상태에 있고 엔지니어가 Xbar 관리도에서 공정 중심을 조사할 수 있습니다.