한 플라스틱 부품 회사의 품질 엔지니어가 사출 성형 공정을 모니터링합니다. 한 기계에 다섯 개의 부품을 동시에 생산하는 형판이 있습니다. 엔지니어는 각각 다섯 개의 부품으로 구성된 부분군 20개를 수집합니다. 엔지니어는 같은 시간에 생산되는 부품 간의 군내 변동과 배치 사이의 군간 변동을 모두 모니터링합니다.
엔지니어는 사출 성형 공정을 모니터링하기 위해 I-MR-R/S 관리도를 생성합니다.
- 표본 데이터를 엽니다 사출성형.MWX.
- 을 선택합니다.
- 드롭다운 리스트에서 관리도에 대한 모든 관측치를 한 열에을 선택하고 부품을 입력합니다.
- 부분군 크기에 부분군을 입력합니다.
- I-MR-R/S 옵션을(를) 클릭합니다.
- 검정 탭에서 1개의 점이 중심선으로부터 K 표준 편차 범위 밖에 있음(검정 1) 및 K개의 연속된 점이 중심선으로부터 같은 쪽에 있음(검정 2)를 선택합니다.상황에 따라 어떤 검정이 적용되는지 모를 경우에는 검정 1과 2를 사용합니다.
- 각 대화 상자에서 확인을 클릭합니다.
결과 해석
이동 범위[MR] 관리도에서 하나의 부분군이 검정 1을 통과하지 못하고, R 관리도에서 하나의 점이 검정 1을 통과하지 못합니다. 부분군 내 변동과 부분군 간 변동이 관리 이탈 상태에 있습니다. I 관리도에서 특수 원인 검정을 통과하지 못하는 부분군이 없습니다. I 관리도는 공정 위치에서 관리되고 있지 않다는 증거를 보여주지 않습니다.
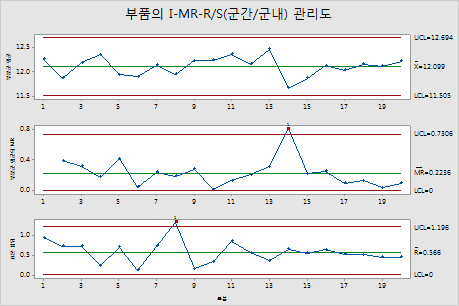
부품의 부분군 평균의 MR 관라도에 대한 검정 결과
| 검정 1. 1개의 점이 중심선으로부터 3.00 표준 편차 범위 밖에 있음. |
|---|
| 검정 실패 지점: 14 |
부품의 R 관리도에 대한 검정 결과
| 검정 1. 1개의 점이 중심선으로부터 3.00 표준 편차 범위 밖에 있음. |
|---|
| 검정 실패 지점: 8 |
표준 편차
| 군간 | 0.165737 |
|---|---|
| 군내 | 0.243244 |
| 군간/군내 | 0.294341 |