한 제조업체에서 단기 런을 사용하여 금속 부품의 작은 배치를 생성합니다. 품질 관리자가 금형 공정의 안정성을 평가하기 위해 세 개 런의 부품을 측정합니다.
관리자는 금형 공정을 모니터링하기 위해 Z-MR 관리도를 생성합니다.
- 표본 데이터를 엽니다 금형부품.MWX.
- 을 선택합니다.
- 변수에 금형 데이터을 입력합니다.
- 부품 지시자에 런을 입력합니다.
- Z-MR 옵션을(를) 클릭합니다.
- 추정치 탭의 관측치 그룹을 정의하는 방법에서 크기에 따라(모든 관측치 결합, 자연 로그 사용)을 선택합니다.품질 관리 엔지니어는 경험을 통해 측정값의 크기가 증가하면 분산이 증가한다는 것을 알고 있습니다. 그러므로 크기에 따라(모든 관측치 결합, 자연 로그 사용) 방법을 사용하여 공정 표준 편차를 추정합니다.
- 검정 탭에서 1개의 점이 중심선으로부터 K 표준 편차 범위 밖에 있음(검정 1) 및 K개의 연속된 점이 중심선으로부터 같은 쪽에 있음(검정 2)를 선택합니다.상황에 따라 어떤 검정이 적용되는지 모를 경우, 데이터를 기준으로 관리 한계를 처음 설정할 때 검정 1, 2 및 7을 사용합니다. 관리 한계를 설정한 후에는 해당 한계의 알려진 값을 사용할 수 있으며, 검정 7은 더 이상 필요하지 않습니다.
- 각 대화 상자에서 확인을 클릭합니다.
결과 해석
점 13은 이동 범위[MR] 관리도의 관리 상한 위에 있습니다. 또한 런 A는 런 B 또는 런 B보다 이동 범위[MR]의 변동이 적은 것으로 보입니다. Z 관리도의 여러 런에서도 변동을 확인할 수 있습니다. 이 결과를 기반으로 특수 원인이 공정에 현재 영향을 미칠 수도 있습니다.
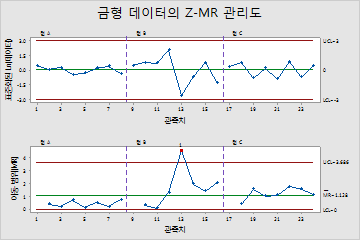
금형 데이터의 MR 관리도에 대한 검정 결과
| 검정 1. 1개의 점이 중심선으로부터 3.00 표준 편차 범위 밖에 있음. |
|---|
| 검정 실패 지점: 13 |