표시된 점
Laney U' 관리도의 각 점은 측정 단위당 결점 수를 나타냅니다.
해석
공정이 관리 상태에 있을 경우 점들이 중심선 주위에 랜덤하게 분포하며, 일반 원인 변동만을 나타냅니다. 특수 원인 변동을 확인하려면 관리 한계를 벗어나거나 비랜덤 패턴을 나타내는 점들을 조사하십시오.
중심선
Laney U' 관리도의 중심선은 측정 단위당 평균 결점 수를 나타냅니다. 단위당 평균 결점 수는 공정 평균이라고도 합니다.
해석
중심선은 공정의 성능을 평균과 비교하여 확인하는 데 사용합니다. 공정이 관리 상태에 있을 경우 점들이 중심선 주위에 랜덤하게 분포합니다.
주의
중심선을 공정의 목표값과 혼동하지 마십시오. 목표값은 사용자가 원하는 결과입니다. 중심선이 실제 결과입니다.
관리 한계
주의
관리 한계를 규격 한계와 혼동하지 마십시오. 규격 한계는 고객의 요구 사항을 바탕으로 공정에서 보고자 하는 변동량을 나타냅니다. 관리 한계는 표본 데이터의 실제 변동량을 나타냅니다. 공정이 관리 상태에 있어도 규격을 충족하지 못할 수 있습니다.
시그마 Z
시그마 Z는 데이터의 과대산포 또는 과소산포를 측정합니다.
해석
- 시그마 Z 값이 1이면 수정이 필요하지 않다는 것을 나타냅니다. 이 경우 Laney U' 관리도의 관리 한계는 전통적인 U 관리도의 관리 한계와 정확히 동일합니다.
- 시그마 Z 값이 1보다 크면 과대산포를 감안하여 수정하기에 Laney U' 관리도의 관리 한계가 전통적인 U 관리도의 관리 한계보다 넓다는 것을 나타냅니다.
- 시그마 Z 값이 1보다 작으면 과대산포를 감안하여 수정하기에 Laney U' 관리도의 관리 한계가 전통적인 U 관리도의 관리 한계보다 좁다는 것을 나타냅니다.
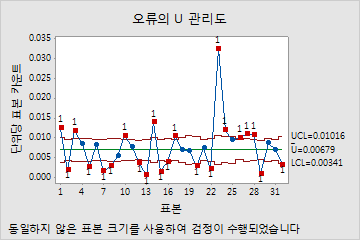
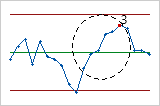
예를 들어, 다음 그래프에는 동일한 데이터의 전통적인 U 관리도와 Laney U' 관리도가 표시되어 있습니다. 부분군이 크고 과대 산포를 보입니다.
- 전통적인 U 관리도
- 전통적인 U 관리도에서 부분군의 크기가 크면 관리 한계가 좁아지는 결과가 나타납니다. 좁은 관리 한계 및 과대산포에 따라 여러 부분군이 관리 한계를 벗어나게 됩니다.
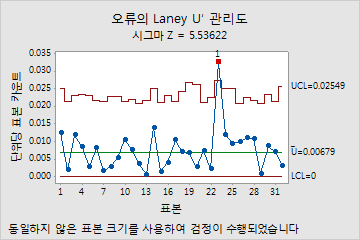
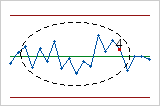
- Laney U' 관리도
- Laney U' 관리도의 관리 한계는 과대 산포를 감안하여 조정됩니다. Laney U' 관리도는 부분군 23만이 관리 이탈 한계를 벗어난다는 것을 나타냅니다.
특수 원인 검정
특수 원인 검정은 표시된 점들이 관리 한계 내에 랜덤하게 분포되어 있는지 여부를 평가합니다.
해석
조사해야 하는 관측치를 결정하고 데이터에서 특정 패턴 및 추세를 식별하려면 특수 원인 검정을 사용합니다. 각 특수 원인 검정은 데이터에서 공정 불안정성의 여러 측면을 보여주는 특정 패턴이나 추세를 탐지합니다. 예를 들어, 검정 1은 관리 이탈 상태에 있는 점 하나를 탐지합니다. 검정 2는 공정의 이동 가능성을 탐지합니다.
이 관리도와 함께 4가지 검정을 사용할 수 있습니다.
- 검정 1: 1개의 점이 중심선으로부터 3σ 밖에 있음
- 검정 1은 다른 부분군에 비해 비정상적인 부분군을 식별합니다. 검정 1은 보편적으로 관리 이탈 상황을 탐지하는 데 필요한 것으로 간주됩니다. 공정의 작은 이동에 관심이 있을 경우 검정 2를 사용하여 검정 1을 보완하면 민감도가 더 높은 관리도를 만들 수 있습니다.
- 검정 2: 9개의 연속된 점이 중심선으로부터 같은 쪽에 있음
- 검정 2는 공정에 대한 결점 비율의 이동을 식별합니다. 공정의 작은 이동에 관심이 있을 경우 검정 2를 사용하여 검정 1을 보완하면 민감도가 더 높은 관리도를 만들 수 있습니다.
- 검정 3: 6개의 연속된 점이 모두 상승 또는 하락
- 검정 3은 추세를 탐지합니다. 이 검정은 값이 증가하거나 감소하는 긴 일련의 연속적인 점을 찾습니다.
- 검정 4: 14개의 연속된 점이 교대로 상승 또는 하락
- 검정은 규칙적인 변동을 탐지합니다. 공정의 변동 패턴이 랜덤하길 바라지만, 검정 4를 통과하지 못하는 점은 변동 패턴이 예측 가능하다는 것을 나타낼 수 있습니다.
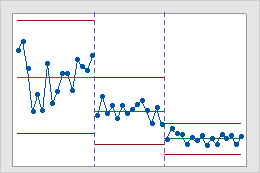
단계
특정 시간 동안 공정이 어떻게 변하는지 보여주는 과거 관리도를 만들려면 단계를 사용합니다. 기본적으로 Minitab에서는 각 단계에 대한 중심선과 관리 한계를 다시 계산합니다. 자세한 내용은 단계를 추가하여 공정의 변화 과정 표시에서 확인하십시오.
해석
이 과거 관리도는 새 절차 구현 전, 구현 중 및 구현 후를 나타내는 공정의 세 가지 단계를 보여줍니다.