한 엔진 제조업체에서 단조 공정을 사용하여 피스톤 링을 생산하고 있습니다. 품질 엔지니어들이 공정 능력을 평가하려고 합니다. 이들은 5개의 피스톤 링으로 이루어진 부분군 25개를 수집하고 지름을 측정합니다. 피스톤 링 지름의 규격 한계는 74.0mm ± 0.05mm입니다.
엔지니어들은 정규 공정 능력 분석의 가정을 검사하고 피스톤 링의 지름이 얼마나 잘 요구 사항을 충족하는지 평가하기 위해 정규 Capability Sixpack을 수행합니다.
- 표본 데이터피스톤링지름.MWX을 엽니다.
- 을 선택합니다.
- 단일 열에 지름을 입력합니다.
- 부분군 크기에 5를 입력합니다.
- 규격 하한에 73.95를 입력합니다.
- 규격 상한에 74.05를 입력합니다.
- 옵션을 클릭합니다.
- 목표값(표에 Cpm 추가)에 74를 입력합니다.
- 각 대화 상자에서 확인을 클릭합니다.
결과 해석
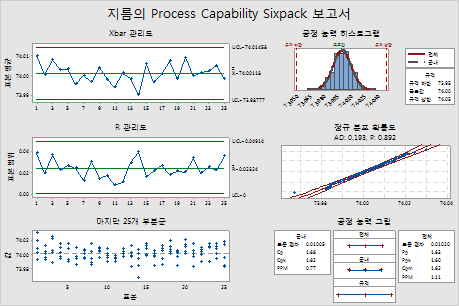
Xbar 및 R 관리도는 공정이 안정적이고 관리 한계를 벗어나는 점이 없다는 것을 나타냅니다. 마지막 25개 부분군 그림은 데이터가 공정 평균 주위에 랜덤하게 대칭적으로 분포하고 있다는 것을 나타냅니다. 정규 확률도는 데이터가 정규 분포를 따른다는 것을 나타냅니다. 따라서 정규 공정 능력 분석에 대한 가정이 충족되며 공정의 공정 능력을 분석할 수 있습니다.
히스토그램 및 공정 능력 지수는 공정의 중심이 거의 목표값에 위치하며 측정값이 규격 한계 내에 있다는 것을 나타냅니다. 공정 능력 지수 Cpk, Ppk, Cpm은 모두 능력 공정에 일반적으로 허용되는 최소값 1.33보다 큽니다. 따라서 엔지니어들은 단조 공정이 피스톤 링의 지름에 대한 고객 요구 사항을 충족한다는 결론을 내립니다.