규격 하한
공정의 규격 하한(LSL)은 제품 또는 서비스에 대해 최소로 허용되는 값입니다. 이 한계는 공정이 어떻게 수행되고 있는 지가 아니라 공정이 어떻게 수행되어야 하는지 나타냅니다. LSL은 공정 능력 분석을 설정할 때 지정합니다.
참고
공정 능력 분석을 수행할 때 데이터 변환을 사용하는 경우, Minitab에서는 변환된 데이터의 규격 하한(LSL)*도 계산합니다.
해석
고객 요구 사항을 정의하고 공정이 요구 사항을 충족하는 품목을 생산하는지 여부를 평가하려면 LSL 및 USL을 사용합니다.
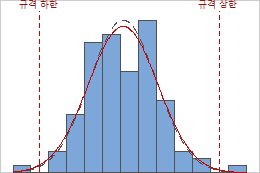
규격 상한과 규격 하한은 히스토그램에 수직 파선으로 표시됩니다. 측정값이 규격 한계 내에 있는지 여부를 평가하려면 히스토그램 막대와 이 선을 비교하십시오.
규격 산포는 규격 상한과 규격 하한 간의 거리(USL – LSL)입니다. 한 회사에서 볼펜을 생산하고 볼의 목표 바깥 지름이 0.35mm라고 가정합니다. 볼 바깥 지름의 허용 범위는 0.34 ~ 0.36mm입니다. 그러므로 LSL은 0.34, USL은 0.36, 규격 산포는 0.02mm입니다.
Minitab에서는 규격 산포를 공정 산포와 비교하여 공정 능력을 결정합니다.
규격 상한
공정의 규격 상한(USL)은 제품 또는 서비스에 대해 최대로 허용되는 값입니다. 이 한계는 공정이 어떻게 수행되고 있는 지가 아니라 공정이 어떻게 수행되어야 하는지 나타냅니다. USL은 공정 능력 분석을 설정할 때 지정합니다.
참고
공정 능력 분석을 수행할 때 데이터 변환을 사용하는 경우, Minitab에서는 변환된 데이터의 규격 상한(USL)*도 계산합니다.
해석
고객 요구 사항을 정의하고 공정이 요구 사항을 충족하는 품목을 생산하는지 여부를 평가하려면 LSL 및 USL을 사용합니다.
규격 상한과 규격 하한은 히스토그램에 수직 파선으로 표시됩니다. 측정값이 규격 한계 내에 있는지 여부를 평가하려면 히스토그램 막대와 이 선을 비교하십시오.
규격 산포는 규격 상한과 규격 하한 간의 거리(USL – LSL)입니다. 한 회사에서 볼펜을 생산하고 볼의 목표 바깥 지름이 0.35mm라고 가정합니다. 볼 바깥 지름의 허용 범위는 0.34 ~ 0.36mm입니다. 그러므로 LSL은 0.34, USL은 0.36, 규격 산포는 0.02mm입니다.
Minitab에서는 규격 산포를 공정 산포와 비교하여 공정 능력을 결정합니다.
목표값
목표값은 고객 요구 사항을 기준으로 하는 공정의 이상적인 값입니다. 예를 들어, 한 실린더 부품의 지름이 32mm일 때 제품이 최적의 성능을 제공한다면 이 부품의 목표값은 32mm입니다.
참고
공정 능력 분석을 수행할 때 데이터 변환을 사용하는 경우, Minitab에서는 변환된 데이터의 공정 목표값*도 계산합니다.
해석
최적의 공정 성능을 정의하고 공정의 평균과 비교하려면 목표값을 사용합니다.
목표값은 항상은 아니지만 일반적으로 대부분 규격 하한과 규격 상한의 중간에 위치합니다. 목표값이 있으면 공정의 중심이 목표값 가까이 있는지 여부를 조사하십시오.
Minitab에서는 목표값을 사용하여 Cpm을 계산하는 데, 이것은 목표값 및 규격 산포에 상대적인 공정의 공정 능력을 설명합니다.