한 엔지니어가 얇은 필름으로 큰 종이 두루마리에 막을 입히는 공정의 공정 능력을 평가하려고 합니다. 엔지니어는 연속된 25개의 두루마리에서 코팅 두께를 세 번씩 측정합니다. 새 두루마리마다 기계가 재설정되기 때문에 엔지니어는 두루마리 내 변동 외에 두루마리 간 변동도 고려해야 합니다. 필름 두께는 50 ± 3마이크론이어야 공학 규격을 만족합니다.
군간/군내 공정 능력 분석의 가정을 검사하고 코팅 두께가 고객의 요구 사항을 얼마나 잘 충족하는지 평가하기 위해 엔지니어가 군간/군내 Capability Sixpack을 수행합니다.
- 표본 데이터필름두께.MWX을 입력합니다.
- 을 선택합니다.
- 단일 열에 코팅을 입력합니다.
- 부분군 크기에 두루마리을 입력합니다.
- 규격 하한에 47을 입력합니다.
- 규격 상한에 53을 입력합니다.
- 옵션을 클릭합니다.
- 목표값(표에 Cpm 추가)에 50을 입력합니다.
- 각 대화 상자에서 확인을 클릭합니다.
결과 해석
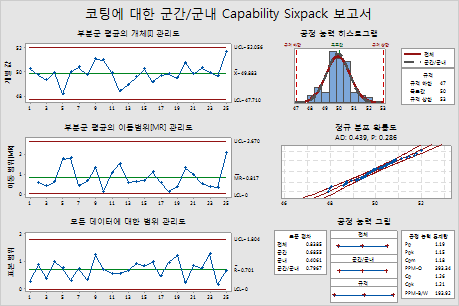
개체(I), 이동 범위(MR) 및 범위(R) 관리도는 공정이 안정적이고, 관리 한계를 벗어나는 점이 없다는 것을 나타냅니다. 정규 확률도는 데이터가 정규 분포를 따른다는 것을 나타냅니다. 따라서 군간/군내 공정 능력 분석에 대한 가정이 충족되며 공정의 공정 능력을 분석할 수 있습니다.
공정 능력 히스토그램은 공정이 근사적으로 중심화되어 있고 측정값이 규격 한계 내에 있다는 것을 보여줍니다. 군간/군내 공정 능력의 경우 Cp는 1.26으로, 규격 산포가 공정의 6-σ 산포보다 1.26배 더 크다는 것을 나타냅니다. Cp(1.26)와 Cpk(1.21)가 서로 아주 가까워 공정이 근사적으로 중심화되어 있다는 것을 나타냅니다. 전체 공정 능력의 경우 Pp(1.19), Ppk(1.15) 및 Cpm(1.18)이 서로 아주 가까워 공정이 목표값에 근사적으로 중심화되어 있다는 것을 나타냅니다. 그러나 Ppk은 능력 있는 공정에 일반적으로 허용되는 최소값 1.33보다 약간 작습니다. 엔지니어는 공정이 거의 규격을 만족시키는 코팅을 적용할 수 있지만 공정 능력을 개선할 수 있다는 결론을 내립니다.