한 제조업체가 두 대의 기계를 사용하여 커넥터 핀을 생산하고 있습니다. 한 품질 엔지니어가 각 기계의 공정 능력을 비교하려고 합니다. 엔지니어는 각 기계에서 상자당 핀 다섯 개를 랜덤 표본으로 추출합니다. 핀 길이에 대한 규격 범위는 13mm - 25mm입니다.
엔지니어는 커넥터 핀이 두 기계에 대한 고객의 요구 사항을 얼마나 잘 충족하는지 평가하기 위해 정규 공정 능력 분석을 수행합니다.
- 표본 데이터핀길이.MWX을 엽니다.
- 을 선택합니다.
- 변수에 길이을 입력합니다.
- 부분군 크기에 5를 입력합니다.
- 기준 변수을 선택하고 기계을 입력합니다.
- 규격 하한에 13을 입력합니다.
- 규격 상한에 25를 입력합니다.
- 확인을 클릭합니다.
결과 해석
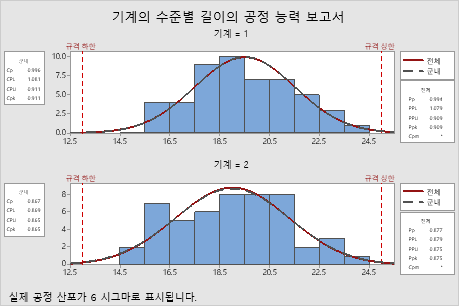
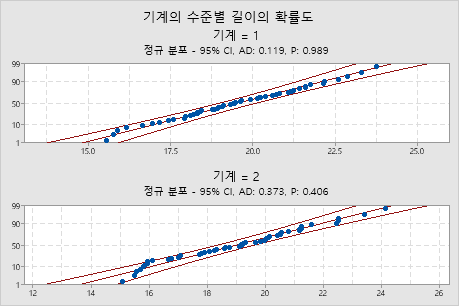
각 기계에 대해 데이터는 근사적으로 정규 분포를 따르는 것으로 보이며 군내 및 전체 곡선이 가깝게 정렬됩니다. 공정이 근사적으로 중심화되어 있으며 측정값은 규격 범위 내에 있습니다. 기계 1에 대한 Pp는 0.994이고 기계 2에 대한 Pp는 0.877로, 두 기계 모두 변동성이 높다는 것을 나타냅니다. 기계 1에 대한 Ppk는 0.909이며 기계 2에 대한 Ppk는 0.875로, 공정 데이터가 규격 한계에 너무 가깝다는 것을 나타냅니다. 일반적으로 허용되는 Pp 및 Ppk의 최소값은 1.33입니다. 두 기계 모두 전체 공정 능력 지수가 1.33보다 작기 때문에 공정이 규격에 맞는 핀을 생산할 능력이 없습니다.