P 관리도
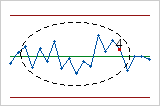
P 관리도는 불량 단위(불량품이라고도 함)의 비율을 그래프로 표시합니다. 중심선은 모든 부분군의 평균 불량 비율입니다. 관리 한계는 중심선에서 3 표준 편차 위와 아래에 설정되며, 부분군 비율에서 예상되는 변동의 양을 보여줍니다.
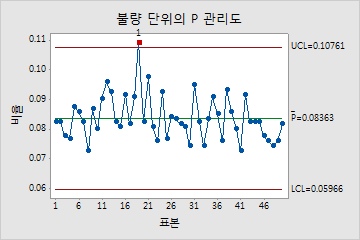
이 P 관리도는 하루 평균 8%의 품목이 불량이라는 것을 보여줍니다. 19일째 불량 단위의 비율은 값이 기대 변동 한계에 포함되지 않기 때문에 관리 이탈 상태에 있습니다.
해석
불량률(%)을 시각적으로 모니터링하고 불량률(%)이 안정적이고 관리 상태에 있는지 여부를 확인하려면 P 관리도를 사용합니다.
빨간색 점은 부분군이 하나 이상의 특수 원인 검정을 통과하지 못했으며 관리 상태에 있지 않다는 것을 나타냅니다. 관리 이탈 상태에 있는 점은 공정이 안정적이지 않을 수 있으며 공정 능력 분석의 결과를 신뢰할 수 없을 수도 있다는 것을 나타냅니다. 관리 이탈 상태에 있는 점의 원인을 식별하고 공정 능력을 분석하기 전에 특수 원인 변동을 제거해야 합니다.
특수 원인 검정
특수 원인 검정은 각 관리도에 표시된 점들이 관리 한계 내에 랜덤하게 분포되어 있는지 여부를 평가합니다.
해석
조사해야 하는 관측치를 결정하고 데이터에서 특정 패턴 및 추세를 식별하려면 특수 원인 검정을 사용합니다. 각 특수 원인 검정은 데이터에서 공정 불안정성의 여러 측면을 보여주는 특정 패턴이나 추세를 감지합니다.
- 1개의 점이 중심선으로부터 3 시그마 범위 밖에 있음(P)
- 검정 1에서는 다른 부분군에 비해 비정상적인 부분군을 식별합니다. 검정 1은 보편적으로 관리 이탈 상황을 탐지하는 데 필요한 것으로 간주됩니다. 공정의 작은 이동에
관심이 있을 경우 검정 2를 사용하여 검정 1을 보완하면 민감도가 높은 관리도를 만들 수 있습니다.
- 9개의 연속된 점이 중심선으로부터 같은 쪽에 있음(N)
- 검정 2는 공정 변동의 이동을 식별합니다. 공정의 작은 이동에 관심이 있을 경우 검정 2를 사용하여 검정 1을 보완하면 민감도가 높은 관리도를 만들 수 있습니다.
- 6개의 연속된 점이 모두 상승 또는 하락(S)
- 검정 3에서는 추세를 탐지합니다. 이 검정은 값이 증가하거나 감소하는 긴 일련의 연속적인 점을 찾습니다.
- 14개의 연속된 점이 교대로 상승과 하락(F)
- 검정 4에서는 체계적인 변동을 탐지합니다. 공정의 변동 패턴이 랜덤하길 바라지만, 검정 4를 통과하지 못하는 점은 변동 패턴이 예측 가능하다는 것을 나타낼 수
있습니다.
누적 %불량품 그림
누적 불량률(%) 그림의 점들은 각 표본에 대한 평균 불량률(%)을 나타냅니다. 점들은 표본이 수집된 순서대로 표시됩니다. 가운데 수평선은 모든 표본에서 계산된 평균 불량률(%)을 나타냅니다. 위와 아래의 수평선은 평균 불량률(%)에 대한 상한 및 하한을 나타냅니다.
해석
안정적인 불량률(%) 추정치를 얻을 수 있을 만큼 충분한 표본이 있는지 확인하려면 누적 불량률(%) 그림을 사용합니다.
더 많은 수의 표본을 수집함에 따라 추정치가 어떻게 변화하는지 확인하려면 시간 순으로 정렬된 표본의 불량률(%)을 조사합니다. 이상적으로 불량률(%)은 여러 개의 표본 후에 안정화되어 점들이 평균 불량률(%) 선을 따라 평평하게 표시됩니다.
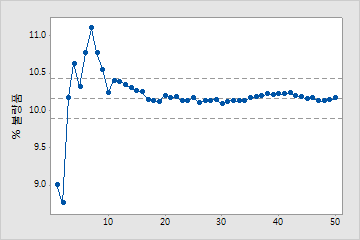
표본이 충분함
이 그림에서는 %불량품이 평균 %불량품 선을 따라 안정화됩니다. 따라서 공정 능력 분석에 안정적이고 신뢰할 수 있는 평균 %불량품을 추정하기에 충분한 수의 표본이 포함되어 있습니다.
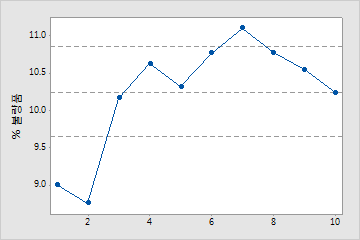
표본이 충분하지 않음
이 그림에서는 %불량품이 안정화되지 않습니다. 따라서 공정 능력 분석에 평균 %불량품을 추정하기에 충분한 수의 표본이 포함되어 있지 않습니다
이항 그림
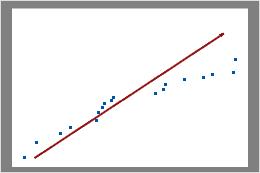
이항 그림에는 관측된 불량품 수와 기대되는 불량품 수가 표시됩니다. 대각선은 데이터가 완벽하게 이항 분포를 따를 경우의 데이터 위치를 나타냅니다. 데이터가 이 선에서 유의하게 벗어날 경우 이항 공정 능력 분석이 신뢰할 수 있는 결과를 제공하지 않을 수 있습니다.
참고
부분군 크기가 같을 경우 Minitab에서는 이항 그림을 표시합니다. 부분군 크기가 바뀔 경우에는 불량 비율 그림을 표시합니다. 자세한 내용은 불량 비율 그림에 대한 절을 참조하십시오.
해석
데이터가 이항 분포를 따르는지 여부를 평가하려면 이항 그림을 사용합니다.
표시된 점들이 대략적으로 직선을 따르는지 여부를 확인하려면 그림을 조사합니다. 그렇지 않으면 데이터가 이항 분포를 따른다는 가정이 잘못된 것일 수 있습니다.
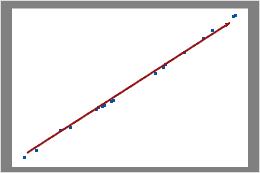
이 그림에서는 데이터 점들이 선에 가깝게 놓여 있습니다. 데이터가 이항 분포를 따른다고 가정할 수 있습니다.
이 그림에서는 데이터 점들이 그림의 오른쪽 상단 가까이에 있는 선을 따르지 않습니다. 데이터가 이항 분포를 따르지 않으며 이항 공정 능력 분석을 사용하여 확실하게 평가할 수 없습니다.
중요
점들이 선을 이루지 않으면 이항 분포가 데이터에 적절하지 않고 이항 공정 능력 분석이 유효하지 않을 수도 있습니다.
불량 비율 그림
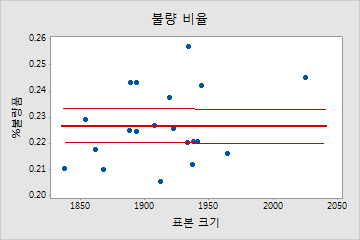
불량 비율 그림에는 부분군 내 불량품의 백분율(%불량품) 및 각 부분군의 크기가 표시됩니다. 중심선은 한 품목이 불량일 평균 확률과 같습니다. 평균에 대한 신뢰 한계는 중심선 위와 아래에 표시됩니다.
참고
부분군 크기가 바뀔 경우 Minitab에서는 불량 비율 그림을 표시합니다. 부분군 크기가 일정한 경우에는 이항 그림을 표시합니다. 자세한 내용은 이항 그림에 대한 절을 참조하십시오.
해석
여러 표본 크기에서 불량품의 확률이 일정하다는 가정을 검사하여 데이터가 이항 분포를 따르는지 확인하려면 불량 비율 그림을 사용합니다.
불량률(%)이 표본 크기에 상관 없이 랜덤으로 분포되어 있는지 또는 패턴이 존재하는지 확인하려면 그림을 조사합니다. 데이터가 중심선 주위에 랜덤하게 위치할 경우, 데이터가 이항 분포를 따른다는 결론을 내릴 수 있습니다.
이항 분포
이 그림에서는 점들이 중심선 주위에 랜덤하게 흩어져 있습니다. 데이터가 이항 분포를 따른다고 가정할 수 있습니다.
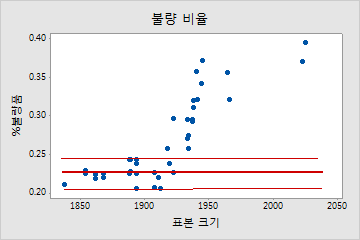
이항 분포가 아님
이 그림에서는 패턴이 랜덤하지 않습니다. 표본 크기가 1900보다 큰 경우, 표본 크기가 증가하면 %불량품 비율이 증가합니다. 이 결과는 표본 크기와 불량품의 백분율 간에 상관 관계가 있다는 것을 나타냅니다. 따라서 데이터가 이항 분포를 따르지 않으며 이항 공정 능력 분석을 사용하여 확실하게 평가할 수 없습니다.
히스토그램
해석
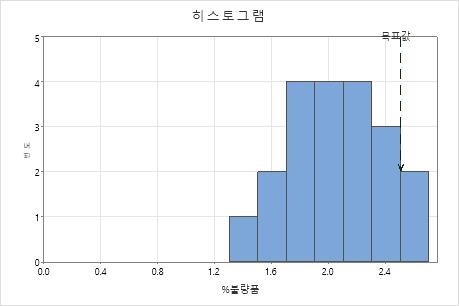
표본의 불량률(%) 분포를 평가하려면 불량률(%) 히스토그램을 사용합니다.
불량률(%) 분포의 봉우리와 산포를 조사합니다. 봉우리는 가장 일반적인 값을 나타내며 불량률(%)의 중심을 근사합니다. 표본별 불량률(%)의 변동량을 확인하려면 산포를 평가하십시오.
목표값에 대한 기준선을 히스토그램의 막대와 비교합니다. 공정에 공정 능력이 있는 경우 히스토그램의 막대가 대부분 또는 모두 목표값의 왼쪽에 있어야 합니다.
%불량품
불량률(불량률(%))은 표본에서 허용되지 않는 품목의 평균 백분율입니다. 다른 품목은 "합격" 또는 "양호"로 분류됩니다.
해석
공정이 고객의 요구 사항을 충족하는지 확인하려면 불량률(%)을 사용합니다.
공정이 요구 사항을 충족하는지 여부를 평가하려면 불량률(%)을 목표 불량률(%)과 비교합니다. 불량률(%)이 목표값보다 크면 공정을 개선해야 합니다.
또한 목표값을 불량률(%)에 대한 CI 상한과 비교해야 합니다. CI 상한이 목표값보다 크면 공정에 대한 불량률(%)이 목표값보다 작다고 확신할 수 없습니다. 공정이 목표에 도달하는지 여부를 더 확실하게 확인하려면 더 큰 표본 크기가 필요할 수도 있습니다.
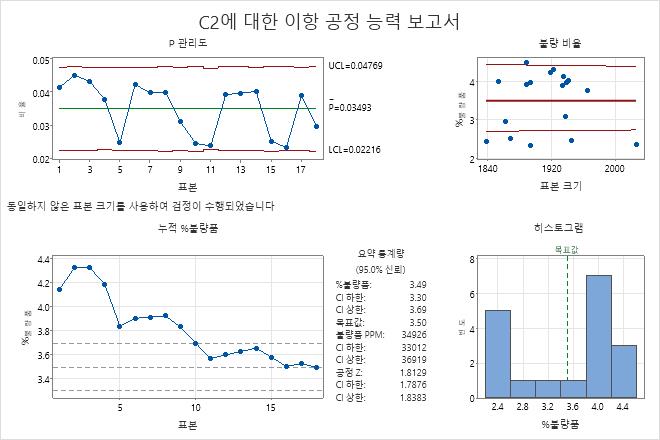
예를 들어, 고객 서비스 공정에 대한 %불량품이 3.5%를 초과하지 않아야 한다고 가정합니다. 요약 통계량 표에서 %불량품은 3.49%로, 목표값보다 작습니다. 그러나 %불량품에 대한 CI 상한은 3.69%로, 목표값보다 큽니다. %불량품의 표본 추정치가 목표값보다 작지만, 공정의 %불량품이 고객 요구 사항을 충족하는지 더 확실하게 확인하려면 더 큰 표본 크기가 필요합니다.
목표값
목표 불량률(%)은 허용 가능한 최대 불량률(%)입니다. 목표값을 지정하지 않으면 Minitab에서 0%를 목표 불량률(%)로 가정합니다.
해석
공정이 요구 사항을 충족하는지 여부를 평가하려면 불량률(%)을 목표 불량률(%)과 비교합니다. 불량률(%)이 목표값보다 크면 공정을 개선해야 합니다.
또한 목표값을 불량률(%)에 대한 CI 상한과 비교해야 합니다. CI 상한이 목표값보다 크면 공정에 대한 불량률(%)이 목표값보다 작다고 확신할 수 없습니다. 공정이 목표에 도달하는지 여부를 더 확실하게 확인하려면 더 큰 표본 크기가 필요할 수도 있습니다.
예를 들어, 요약 통계량 표에서 %불량품은 3.46%로, 목표값(3.50%)보다 작습니다. 그러나 %불량품에 대한 CI 상한은 3.66%로, 목표값보다 큽니다. 공정이 요구 사항을 충족하는 것으로 보이지만, %불량품이 목표값보다 작은지 더 확실하게 확인하려면 더 큰 표본 크기가 필요합니다.
불량 PPM
불량 PPM(백만 개당 불량 부품 수)은 백만 개당 불량일 것으로 기대되는 단위의 수를 추정합니다. 현재 공정에서 백만 개의 표본을 추출하는 경우 불량 PPM은 표본 내의 대략적인 불량품 수입니다.
해석
공정 개선이 필요한지 여부를 확인하려면 불령 PPM을 고객의 요구 사항과 비교합니다.
또한 불량 PPM의 CI 상한을 고려해야 합니다. CI 상한이 최대 허용 값보다 크면 공정이 고객 요구 사항을 충족한다고 신뢰할 수 없습니다. 공정이 고객의 요구 사항을 충족하는지 여부를 더 확실하게 확인하려면 더 큰 표본 크기가 필요할 수도 있습니다.
예를 들어, 요약 통계량 표에서 불량 PPM은 34,926입니다. 고객이 35,000 미만의 불량 PPM을 요구하는 경우 공정이 요구 사항을 충족합니다. 그러나 CI 상한은 36,919로, 고객 요구 사항보다 큽니다. 따라서 공정이 허용 가능한지 더 확실하게 확인하려면 더 큰 표본 크기가 필요합니다.
공정 Z
공정 Z는 해당 점의 오른쪽 영역이 평균 P(공정의 불량품 단위 비율)와 같은 표준 정규 분포 N (0, 1)의 점입니다.
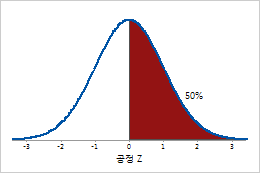
0의 공정 Z는 50%의 불량률에 해당합니다.
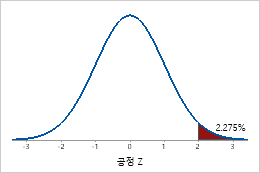
2의 공정 Z는 2.275%의 불량률에 해당합니다.
해석
이항 공정의 시그마 공정 능력을 평가하려면 공정 Z를 사용합니다.
Z 값이 클수록 공정의 성능이 좋다는 것을 나타냅니다. 이상적으로는 2 이상의 공정 Z가 필요합니다. 공정의 목표값은 고객에 대한 불량품의 결과에 따라 다릅니다.
신뢰 구간(CI)
신뢰 구간은 공정 능력 지수가 될 수 있는 값의 범위입니다. 신뢰 구간은 하한과 상한으로 정의됩니다. 상한과 하한은 표본 추정치에 대한 오차 한계를 결정함으로써 계산됩니다. 신뢰 하한은 공정 능력 지수가 더 클 가능성이 있는 값을 정의합니다. 신뢰 하한은 공정 능력 지수가 더 작은 가능성이 있는 값을 정의합니다.
Minitab에서는 %불량품, 불량품 PPM 및 공정 Z에 대한 신뢰 하한과 신뢰 상한을 모두 표시합니다.
해석
데이터 표본이 랜덤이기 때문에 공정에서 수집된 여러 표본이 동일한 공정 능력 지수 추정치를 생성할 가능성이 거의 없습니다. 공정에 대한 실제 공정 능력 지수 값을 계산하려면 공정에서 생산하는 모든 품목에 대한 데이터를 분석해야 하지만 이는 불가능합니다. 대신, 신뢰 구간을 사용하여 공정 능력 지수가 될 수 있는 값의 범위를 결정할 수 있습니다.
95% 신뢰 수준에서 실제 공정 능력 지수 값이 신뢰 구간 내에 포함된다고 95% 신뢰할 수 있습니다. 즉, 공정에서 100개의 랜덤 표본을 수집하는 경우 약 95개의 표본이 실제 공정 능력 지수 값이 포함되는 구간을 생성할 것이라고 기대할 수 있습니다.
신뢰 구간은 표본 추정치의 실제 유의성을 평가하는 데 도움이 됩니다. 가능하면 신뢰 한계를 공정 지식 또는 업계 표준을 기반으로 한 벤치마크 값과 비교하십시오.
예를 들어, 한 제조 공정의 최대 허용 결점 비율은 불량률 0.50%입니다. 분석가들은 이항 공정 능력 분석을 사용하여 0.31%의 %불량품 추정치를 얻으며, 이는 공정에 공정 능력이 있다는 것을 나타냅니다. %불량품에 대한 CI 상한은 0.48%입니다. 따라서 분석가는 추정치에 영향을 미치는 랜덤 표본의 변동성을 고려해도 %불량품의 실제 값이 최대 허용값을 초과하지 않는다고 95% 신뢰할 수 있습니다.