바닥 타일을 제조하는 한 회사의 품질 엔지니어들이 타일의 뒤틀림에 대한 고객 불만을 조사합니다. 생산 품질을 확인하기 위해 엔지니어들은 10일 동안 하루(작업일 기준)에 10개의 타일을 추출하여 뒤틀림을 측정합니다. 뒤틀림 측정의 규격 상한은 6mm입니다. 엔지니어들은 공정의 공정 능력을 추정할 수 있는 합리적인 방법을 찾기 위해 다양한 옵션을 탐색하려고 합니다.
- 표본 데이터 타일뒤틀림.MWX를 엽니다.
- 을 선택합니다 .
- 단일 열에서 뒤틀림를 입력합니다.
- 부분군 크기에 10를 입력합니다.
- 규격 상한에 6을 입력합니다.
- 확인을(를) 선택합니다.
결과 해석
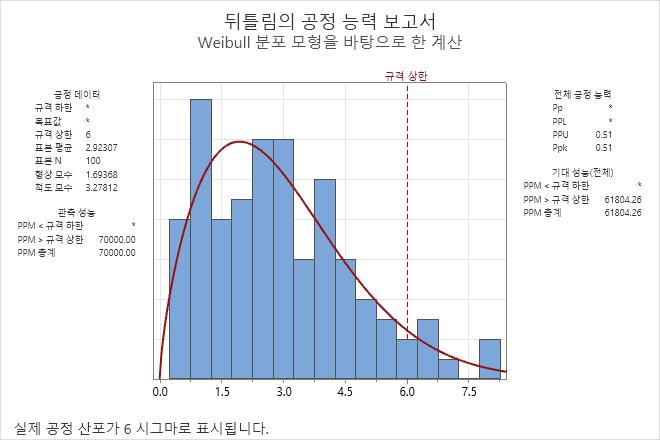
분석에는 적절한 적합치를 제공하는 첫 번째 방법에 대한 공정 능력 보고서가 표시됩니다. 타일 뒤틀림의 경우 결과는 Weibull 분포를 사용합니다.
이러한 데이터의 경우 히스토그램의 오른쪽 꼬리에 있는 측정값이 규격 상한을 초과하는 것으로 보입니다. 따라서 타일의 뒤틀림은 종종 사양 상한인 6mm를 초과합니다. USL> 관찰된 PPM은 타일 100만 개 중 70,000개가 규격 상한을 초과한다는 것을 나타냅니다. 전체 Ppk는 0.51로, 일반적으로 허용되는 업계 기준치인 1.33보다 작습니다. 따라서 엔지니어는 공정에 공정 능력이 없고 고객 요구 사항을 충족하지 않는다는 결론을 내립니다.
분포 결과 표는 방법의 평가 순서를 보여줍니다. 첫 번째 행에서 Anderson-Darling 검정의 결론은 p-값이 0.05보다 작기 때문에 데이터가 0.05 유의 수준에서 정규 분포를 따르지 않는다는 것입니다. 두 번째 행에서 Anderson-Darling 검정의 결론은 p-값이 0.05보다 크기 때문에 Weibull 분포가 데이터에 합리적으로 적합하다는 것입니다. 공정 능력 결과는 Weibull 분포에 대한 값인데, 이는 Weibull 분포가 합리적인 적합치를 제공하는 목록의 첫 번째 방법이기 때문입니다.
엔지니어들은 공정 지식을 사용하여 Weibull 분포가 합리적인 선택인지 여부를 고려합니다. 예를 들어, Weibull 분포의 경계는 0입니다. 데이터에서 0은 뒤틀리지 않은 타일을 나타내는 경계입니다.
자동화된 공정 능력 분배 결과: 뒤틀림
| 분포 | 위치 | 척도 | 분계점 | 형상 | P | Ppk | Cpk |
|---|---|---|---|---|---|---|---|
| 정규 분포 | 2.9231 | 1.7860 | 0.0100421 | 0.5743 | 0.5838 | ||
| Weibull 분포* | 3.2781 | 1.6937 | >0.25 | 0.5133 | |||
| 로그 정규 분포 | 0.8443 | 0.7444 | <0.005 | 0.4242 | |||
| 최소극단값 분포 | 3.8641 | 1.9924 | <0.01 | 0.5362 | |||
| 최대 극단값 분포 | 2.0958 | 1.4196 | 0.212835 | 0.5130 | |||
| 감마 분포 | 1.2477 | 2.3428 | 0.238337 | 0.4851 | |||
| 로지스틱 분포 | 2.7959 | 1.0162 | 0.0127347 | 0.5799 | |||
| 로그 로지스틱 분포 | 0.9097 | 0.4217 | <0.005 | 0.4090 | |||
| 지수 | 2.9231 | <0.0025 | 0.3780 | ||||
| 3-모수 Weibull 분포 | 2.9969 | 0.2099 | 1.5049 | 0.467097 | 0.4980 | ||
| 3-모수 로그 정규 분포 | 1.3788 | 0.4184 | -1.4002 | 0.4961 | |||
| 3-모수 감마 분포 | 1.2314 | -0.0197 | 2.3898 | 0.4864 | |||
| 3-모수 로지스틱 분포 | 1.3043 | 0.2700 | -1.0940 | 0.4656 | |||
| 2-모수 지수 분포 | 2.6679 | 0.2552 | <0.01 | 0.3982 | |||
| Box-Cox 변환 | 1.6237 | 0.5380 | 0.574337 | 0.5116 | 0.5214 | ||
| Johnson 변환 | 0.0112 | 0.9949 | 0.798895 | 0.4959 | |||
| 비모수 | 0.6187 |