이 항목의 내용
로트 품질
- 불량률
- 불량률을 0과 100 사이의 값으로 나타냅니다. 예를 들어, 500개의 표본 크기 중에서 10개가 불량인 경우 불량률은 2입니다.
- 불량 비율
- 불량 비율을 0과 1 사이의 값으로 나타냅니다. 예를 들어, 500개의 표본 크기 중에서 10개가 불량인 경우 불량 비율은 0.02입니다.
- 백만개당 불량 수
- 불량 수준을 백만개당 개수로 나타냅니다. 예를 들어, 백만개당 불량 수(DPM)가 10이면 백만개당 불량 단위 수가 10개라는 것을 의미합니다.
규격 하한(LSL) 및 규격 상한(USL)
규격 하한(LSL)은 제품 또는 서비스에 대해 최소로 허용되는 값입니다. 이 한계는 공정이 어떻게 수행되고 있는 지가 아니라 공정이 어떻게 수행되어야 하는지 나타냅니다.
규격 상한(USL)은 제품 또는 서비스에 대해 최대로 허용되는 값입니다. 이 한계는 공정이 어떻게 수행되고 있는 지가 아니라 공정이 어떻게 수행되어야 하는지 나타냅니다.
계량형 합격 표본 추출 계획에 대해 하나 이상의 규격 한계를 지정해야 합니다.
해석
고객 요구 사항을 정의하고 공정이 요구 사항을 충족하는 품목을 생산하는지 여부를 평가하려면 LSL 및 USL을 사용하십시오.
Minitab에서는 공정 데이터를 규격 한계와 비교하여 제품 로트 전체를 합격 또는 불합격시킬 것인지 여부를 결정합니다.
과거 표준 편차
과거 표준 편차는 공정의 알려진 표준 편차입니다. 장기간에 걸쳐 공정 표준 편차를 확실히 설명하기에 충분한 수의 데이터를 수집한 경우 과거 표준 편차를 사용하십시오. 공정이 안정적이고 관리 상태에 있는 경우 계산된 표준 편차 대신 과거 표준 편차를 사용할 수 있습니다.
로트 크기
로트 크기는 로트 전체를 합격시킬 것인지 불합격시킬 것인지 결정할 때 표본을 수집하는 모집단입니다.
보통, 공급자와 소비자 모두에게 배송하고 취급하는 데 로트 크기가 선택됩니다. 예를 들어, 전체 배송 단위가 편리한 로트 크기입니다. 표본 추출 계획에서 한 로트에 들어 있는 부품들의 동질성을 가정하기 때문에 한 로트를 구성하는 단위는 모두 동일한 공정 조건에서 생산되어야 합니다. 또한 로트 크기가 클수록 작은 로트를 여러 개 검사하는 것보다 일반적으로 더 경제적입니다.
합격 품질 수준(AQL) 및 불합격 품질 수준(RQL 또는 LTPD)
- 합격 품질 수준(AQL)
- 합격 품질 수준(AQL)은 공급자의 공정에서 허용되는 것으로 간주되는 최고 불량률입니다. AQL은 표본 추출 계획에서 무엇을 합격시킬 것인지 설명하는 반면, RQL은 표본 추출 계획에서 무엇을 불합격시킬 것인지 설명합니다. 대부분의 경우 AQL에서 특정 제품 로트를 합격시키는 표본 추출 계획을 설계할 수 있습니다.
- 불합격 품질 수준(RQL 또는 LTPD)
- 불합격 품질 수준(RQL)은 소비자가 개별 로트에서 허용할 의사가 있는 최고 불량률입니다. RQL은 표본 추출 계획에서 무엇을 불합격시킬 것인지 설명하는 반면, AQL은 표본 추출 계획에서 무엇을 합격시킬 것인지 설명합니다. 대부분의 경우 RQL에서 특정 제품 로트를 불합격시키는 표본 추출 계획을 설계할 수 있습니다.
해석
소비자와 공급자가 허용되는 최고 불량률(AQL)에 동의해야 합니다. 소비자와 공급자는 소비자가 개별 로트에서 허용할 최고 불량률(RQL)에도 동의해야 합니다.
AQL(백만개당 불량 수 100)에서 합격 확률은 0.95이고 기각 확률은 0.05입니다. RQL(백만개당 불량 수 300)에서 합격 확률은 0.10이고 기각 확률은 0.90입니다.
방법
| 규격 하한(LSL) | 0.09 |
|---|---|
| 과거 표준 편차 | 0.025 |
| 로트 크기 | 2500 |
| 합격 품질 수준(AQL) | 100 |
| 생산자 위험(α) | 0.05 |
| 불합격 품질 수준(RQL 또는 LTPD) | 300 |
| 소비자 위험(β) | 0.1 |
생산자의 위험(알파) 및 소비자의 위험(베타)
- 생산자 위험(알파)
- 생산자의 위험 α는 품질 수준이 AQL과 같은 합격시켜야 할 로트를 불합격시킬 확률입니다. α가 증가하면 불량률이 AQL과 같은 로트가 불합격될 위험이 증가하고, 이로 인해 생산자가 피해를 입습니다. 생산자의 위험은 제1종 오류라고도 합니다.
- 소비자 위험(베타)
- 소비자의 위험 β는 품질 수준이 RQL과 같은 불합격시켜야 할 로트를 합격시킬 확률입니다. β가 증가하면 불량률이 RQL과 같은 로트가 합격될 위험이 증가하고, 이로 인해 소비자가 피해를 입습니다. 소비자의 위험은 제2종 오류라고도 합니다.
해석
생산자를 보호하기 위해 합격 품질에 해당되는 로트를 불합격시킬 위험은 낮아야 합니다. 소비자를 보호하기 위해 품질이 나쁜 로트를 합격시킬 위험은 낮아야 합니다.
AQL에서 합격 확률은 0.95이고 불합격 확률은 0.05입니다. RQL에서 합격 확률은 0.10이고 불합격 확률은 0.90입니다.
방법
| 규격 하한(LSL) | 0.09 |
|---|---|
| 과거 표준 편차 | 0.025 |
| 로트 크기 | 2500 |
| 합격 품질 수준(AQL) | 100 |
| 생산자 위험(α) | 0.05 |
| 불합격 품질 수준(RQL 또는 LTPD) | 300 |
| 소비자 위험(β) | 0.1 |
표본 크기
합격 표본 추출에서 표본 크기는 단일 로트에서 검사를 위해 랜덤하게 선택된 품목의 수입니다.
해석
이 예에서 표본 크기는 104입니다. 제품의 전체 로트에서 104개의 품목을 표본으로 추출해야 합니다.
생성된 계획
| 표본 크기 | 104 |
|---|---|
| 임계 거리(k 값) | 3.55750 |
| 백만 번당 불량품 수 | 합격 확률 | 기각 확률 | AOQ | ATI |
|---|---|---|---|---|
| 100 | 0.950 | 0.050 | 91.1 | 223.2 |
| 300 | 0.100 | 0.900 | 28.6 | 2261.4 |
임계 거리(k 값)
임계 거리는 로트의 합격 또는 불합격 여부를 결정하기 위해 Minitab이 표본 평균 및 규격 한계와 비교하는 데 사용하는 값입니다.
해석
예를 들어, 플라스틱 파이프의 로트를 표본으로 추출할 경우를 가정합니다. 표본 추출 계획에 따라 2,500개의 병에서 104개의 표본을 랜덤하게 선택합니다. 벽 두께의 규격 하한은 0.09인치입니다. 임계 거리는 3.5575로 정해집니다.
Z-값이 임계 거리보다 크고 표준 편차가 최대 표준 편차보다 작으면 로트 전체를 합격시킵니다. 그렇지 않으면 로트를 불합격시킵니다.
생성된 계획
| 표본 크기 | 104 |
|---|---|
| 임계 거리(k 값) | 3.55750 |
| 백만 번당 불량품 수 | 합격 확률 | 기각 확률 | AOQ | ATI |
|---|---|---|---|---|
| 100 | 0.950 | 0.050 | 91.1 | 223.2 |
| 300 | 0.100 | 0.900 | 28.6 | 2261.4 |
최대 표준 편차(MSD)
LSL과 USL을 모두 제공하고 과거 표준 편차를 제공하지 않는 경우 Minitab에서는 최대 표준 편차(MSD)를 계산합니다.
해석
Z-값이 임계 거리보다 크고 표준 편차가 최대 표준 편차보다 작으면 로트 전체를 합격시킵니다. 그렇지 않으면 로트를 불합격시킵니다.
Z.LSL 및 Z.USL
- Z.LSL = (평균 – 규격 하한) / 표준 편차
- Z.USL = (규격 상한 – 평균) / 표준 편차
해석
Z-값이 임계 거리보다 크고 표준 편차가 최대 표준 편차보다 작으면 로트 전체를 합격시킵니다. 그렇지 않으면 로트를 불합격시킵니다.
합격 확률 및 기각 확률
AQL에서 로트를 합격시킬 확률은 1 – α에 가까워야 합니다. RQL에서 로트를 합격시킬 확률은 β에 가까워야 합니다. 기각 확률은 1 - 합격 확률입니다.
해석
AQL(백만개당 불량 수 100)에서 합격 확률은 0.95이고 기각 확률은 0.05입니다. RQL(백만개당 불량 수 300)에서 합격 확률은 0.10이고 기각 확률은 0.90입니다.
생성된 계획
| 표본 크기 | 104 |
|---|---|
| 임계 거리(k 값) | 3.55750 |
| 백만 번당 불량품 수 | 합격 확률 | 기각 확률 | AOQ | ATI |
|---|---|---|---|---|
| 100 | 0.950 | 0.050 | 91.1 | 223.2 |
| 300 | 0.100 | 0.900 | 28.6 | 2261.4 |
AOQ 및 AOQL
평균 출검 품질 수준은 원자재의 품질과 출하 제품의 품질 간의 관계를 나타내며, 불합격된 로트는 100% 검사되고 모든 불량 품목은 대체되거나 재작업됩니다.
참고
평균 출검 품질과 평균 출검 품질 수준을 계산하려면 로트 크기를 지정해야 합니다.
해석
이 예에서 평균 인입 품질 수준이 백만개당 불량 수 100개일 때 평균 출검 품질은 백만개당 불량 수 91.1개입니다. 평균 인입 품질 수준이 백만개당 불량 수 300개일 때 평균 출검 품질은 백만개당 불량 수 28.6개입니다. 불합격된 로트가 100% 검사되고 모든 불량 단위가 교체되거나 재작업되기 때문에 인입 품질이 출검 품질보다 나쁩니다.
인입 품질 수준이 백만개당 불량 수 140.0개일 때 평균 출검 불량 수준(AOQL)은 백만개당 불량 수 104.6개로 최저가 됩니다.
생성된 계획
| 표본 크기 | 104 |
|---|---|
| 임계 거리(k 값) | 3.55750 |
| 백만 번당 불량품 수 | 합격 확률 | 기각 확률 | AOQ | ATI |
|---|---|---|---|---|
| 100 | 0.950 | 0.050 | 91.1 | 223.2 |
| 300 | 0.100 | 0.900 | 28.6 | 2261.4 |
평균 출검 품질 한계(AOQL)
| AOQL | 백만 번당 불량품 수 |
|---|---|
| 104.6 | 140.0 |
ATI
참고
ATI를 계산하려면 로트 크기를 지정해야 합니다.
해석
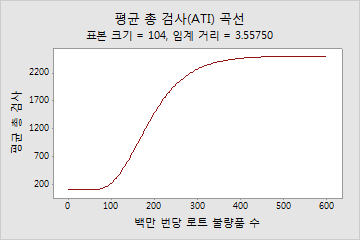
이 예에서 평균 인입 품질 수준이 백만개당 불량 수 100개일 때 로트당 검사되는 평균 단위 수는 223.2개입니다. 95%의 경우는 104개 항목을 검사하고 로트를 합격시키며, 5%의 경우는 로트를 불합격시키고 2500개 항목을 모두 검사하기 때문입니다. 평균 인입 품질 수준이 백만개당 불량 수 300개일 때 로트당 검사되는 평균 렌즈 수는 2261.4개로, 거의 로트 전체가 됩니다.
생성된 계획
| 표본 크기 | 104 |
|---|---|
| 임계 거리(k 값) | 3.55750 |
| 백만 번당 불량품 수 | 합격 확률 | 기각 확률 | AOQ | ATI |
|---|---|---|---|---|
| 100 | 0.950 | 0.050 | 91.1 | 223.2 |
| 300 | 0.100 | 0.900 | 28.6 | 2261.4 |
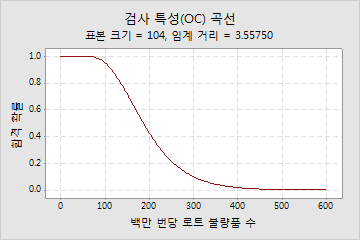
OC(검사 특성) 곡선
검사 특성(OC) 곡선은 합격 표본 추출 계획에서 품질이 좋은 로트와 품질이 나쁜 로트를 구별하는 능력을 보여줍니다. OC 곡선은 각 표본 추출 계획에 대해 인입 품질 수준이 다른 로트를 합격시킬 확률을 표시합니다.
해석
이 예에서 백만개당 실제 불량 수가 100개인 경우 표본을 기반으로 이 로트를 합격시킬 확률은 0.950이고 불합격시킬 확률은 0.050입니다. 백만개당 실제 불량 수가 300개인 경우 이 로트를 합격시킬 확률은 0.100이고 불합격시킬 확률은 0.900입니다.
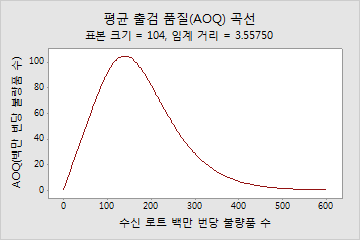
AOQ 곡선
평균 출검 품질(AOQ) 곡선은 불합격되는 로트를 100% 검사하고 불량품을 교체하거나 재작업하여 다시 검사(수정 검사)할 것이라는 가정 하에 들어오는 원자재의 품질과 출검 품질 사이의 관계를 보여줍니다.
해석
이 예에서 평균 인입 품질 수준이 백만개당 불량 수 100개일 때 평균 출검 품질은 백만개당 불량 수 91.1개입니다. 평균 인입 품질 수준이 백만개당 불량 수 300개일 때 평균 출검 품질은 백만개당 불량 수 28.6개입니다. 불합격된 로트가 100% 검사되고 모든 불량 단위가 교체되거나 재작업되기 때문에 인입 품질이 출검 품질보다 나쁩니다.
인입 품질 수준이 백만개당 불량 수 140.0개일 때 평균 출검 불량 수준(AOQL)은 백만개당 불량 수 104.6개로 최저가 됩니다.
ATI 곡선
평균 총검사량(ATI) 곡선은 불합격되는 로트를 100% 검사하고 불량품을 교체하거나 재작업하여 다시 검사(수정 검사)할 것이라는 가정 하에 들어오는 원자재의 품질과 검사해야 하는 품목의 개수 간 관계를 보여줍니다.
해석
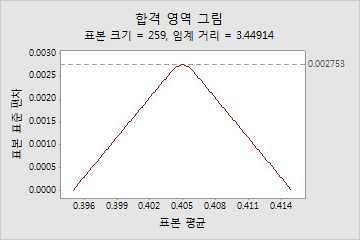
합격 영역 그림
합격 영역 그림은 표본 요구 사항을 나타내는 데 사용됩니다. 규격 상한과 규격 하한을 알고 표준 편차가 알려져 있지 않은 경우 합격 영역 그림을 사용하여 로트를 합격시킬 표본 평균과 표본 표준 편차의 영역을 확인할 수 있습니다.
해석
표본 표준 편차가 증가하고 최대값에 근접하면 평균이 목표와 일치해야 공급 로트를 합격시킬 수 있습니다. 공정 변동 폭이 좁고 표준 편차가 적으면 평균이 규격 한계 사이에서 변할 수 있습니다.