고객 수요 및 takt 시간
맵 작업창에 고객 수요 및 기타 시설 데이터를 입력하여 takt 시간을 계산합니다.
- 고객 수요
- 고객이 특정 기간 내에 필요로 하는 제품 단위 또는 서비스 단위의 수입니다.
- Takt 시간
- 고객 요구의 속도에 맞추는 데 필요한 주기 시간입니다. Engage는 다음 방정식을 사용하여 takt 시간을 계산합니다.
Takt 시간 = 사용 가능한 총 생산 시간 / 수요
- 시간/일(사용 가능한 총 생산 시간)
- 사용 가능한 총 생산 시간은 교대 시간의 총 시간에서 점심 시간, 회의 등의 총 시간을 뺀 값입니다. Engage는 다음 방정식을 사용하여 사용 가능한 총 생산 시간을 계산합니다.

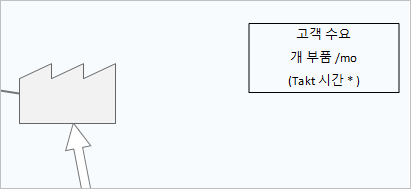
고객 수요 및 takt 시간은 가치 스트림 맵의 오른쪽 상단에 표시됩니다.
예제
한 가구 제조업체에는 세 번의 8시간 교대 근무가 있습니다. 각 교대는 점심 시간에 30분이 걸리고 총 50분 또는 교대 당 0.8시간 동안 두 번의 10분 휴식이 있습니다. 고객 수요는 하루에 75조각에 대한 것입니다.

주기 시간
공정 단계의 주기 시간은 완료된 하나의 출력에서 다음 완료된 출력까지의 시간입니다. 공정 작업창에 주기 시간 값을 입력할 수 있습니다. VA CT 또는 NVA CT(부가가치 주기 시간) 및 주기 시간(비 부가가치 주기 시간)을 입력할 수 있습니다. 세 개의 값을 입력하는 경우 Engage는 주기 시간 또는 NVA CT 및VA CT의 합계 중 더 큰 값을 트로프 상단에 표시합니다. VA CT는 항상 트로프의 하단에 표시됩니다.
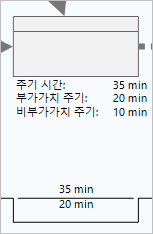
이 예제에서 주기 시간은 35분, VA CT는 20분 그리고 NVA CT는 10분입니다. 따라서 35분이 트로프 상단에 표시되는데, 이는 VA CT 및 NVA CT의 합계보다 크기 때문입니다.
주기 시간이 2분보다 작거나 같으면 타임라인에 초 단위로 표시됩니다. 주기 시간이 2시간보다 작거나 같으면 타임라인에 분 단위로 표시됩니다.
공정 도형에서 VA CT 및 NVA CT를 입력하는 경우 타임라인에서 주기 시간이 계산되지만 작업창에서는 계산되지 않습니다.
참고
라인 밸런싱 - 가치 흐름 지도 및 가치 흐름 맵 비교 양식은 타임라인의 주기 시간 값을 사용하지 않습니다. 이러한 양식을 사용하려는 경우 작업창에 주기 시간 값을 입력해야 합니다.
재고 시간 및 대기 시간
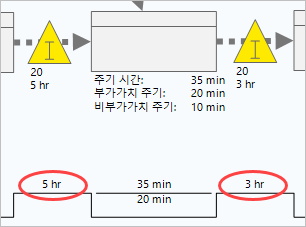
5시간 및 3시간은 타임 라인의 피크에 있습니다.
- Takt 시간 사용을(를) 선택하는 경우 Engage는 다음 방정식을 사용합니다.

- 사이클 시간 사용을(를) 선택하는 경우 Engage는 다음 방정식을 사용합니다.

참고
완제품 재고 시간은 항상 takt 시간 방정식을 사용합니다. 주기 시간 방정식에서 다음 정보를 사용합니다.
- 주기 시간 = 공정 도형에서 재고 도형의 오른쪽까지 가장 높은 값
- A = 첫 번째 통과 수율 또는 1 – 결함 % 중 낮은 값
- B = 기계 가용성 % 또는 운영자 가용성 % 중 낮은 값
알려진 값을 사용하기 위해 계산된 재고 시간을 재정의하려면 선택적 필드, 인v 시간을(를) 가치 스트림 맵 작업창에 추가해야 합니다. 가치 스트림 맵 작업창에 데이터 필드를 추가하는 방법에 대한 지침은 작업창에서 데이터 필드 관리(으)로 이동하십시오.
원자재 재고 및 완제품 재고
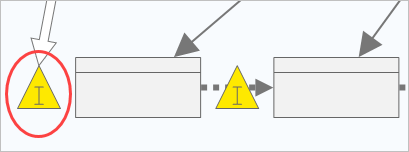
타임라인의 평행 도형
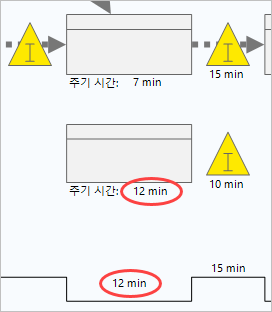
평행 도형이 타임라인에 있는 경우 Engage는 타임라인에 가장 높은 값을 표시한 다음 해당 값을 사용하여 요약 상자에서 총 주기 시간 및/또는 리드 타임을 계산합니다.
- 병렬 공정 도형
- 병렬 공정 단계의 총 주기 시간이 계산되면 Engage는
타임라인의 트로프에서 가장 높은 주기 시간을 표시합니다. 트로프의 값은 총 주기을(를) 계산하는 데 사용됩니다.
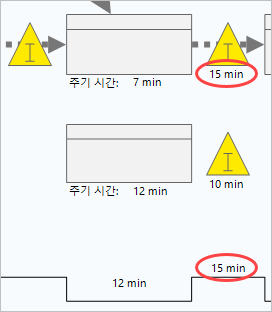
- 병렬 재고 도형
- 두 공정 단계 사이에 여러 재고 도형이 발생하면 Engage는
타임라인의 피크에 가장 높은 재고 시간을 표시합니다. 피크의 값은 리드 타임을(를) 계산하는 데 사용됩니다.
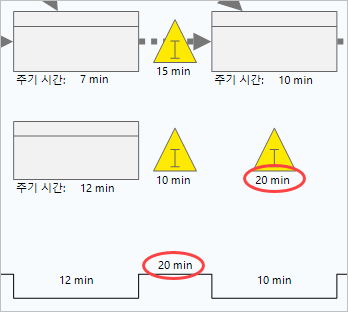
- 병렬 공정 도형 및 재고 도형(권장되지 않음)
- 공정 도형과 재고 도형이 평행하면 Engage는 공정 도형의
왼쪽에 가장 높은 재고 시간을 표시합니다. 타임라인 요약 상자에서 적절한 리드 타임 계산을 보장하려면 이 시나리오를 피하십시오.
타임라인 요약 상자
- 총 주기
- 타임라인에서 표시된 모든 주기 시간의 합계입니다.
- 총 VA CT
- 타임라인에 표시된 모든 부가가치 주기 시간 값의 합계입니다.
- 총 NVA CT
- 총 주기 시간에서 타임라인에 표시된 총 부가가치 주기 시간을 뺀 값입니다.
- 리드 타임
- 타임라인에 표시되는 모든 재고 시간 및 주기 시간 값의 합계입니다.
다음 계산된 데이터 필드를 맵 작업창에 추가하여 타임라인 요약 상자에 포함할 수 있습니다. 작업창에 데이터 필드를 추가하는 방법에 대한 자세한 내용은 작업창에서 데이터 필드 관리(으)로 이동하십시오.
- 완제품 재고 시간
- 타임라인의 완제품 섹션에 있는 재고의 재고 시간입니다.
- 완제품 전체 시간
- 재고 시간과 타임라인의 완제품 섹션에서 대기하는 시간의 합입니다.
- 완제품 대기 시간
- 타임라인의 완제품 섹션에서 기다리는 시간입니다.
- 공정 주기 효율성
- 가치를 부가하는 리드타임 또는 부가가치/리드타임의 백분율입니다.
- 원료 재고 시간
- 타임라인의 원자재 섹션에 있는 재고의 재고 시간입니다.
- 원료 총 시간
- 타임라인의 원자재 섹션에 있는 재고 시간과 대기 시간의 합입니다.
- 원료 대기 시간
- 타임라인의 원자재 섹션에 있는 대기 시간입니다.
- 총 재고 시간
- 타임라인에서 모든 재고 시간의 합입니다.
- 총 대기 시간
- 타임라인에서 모든 대기 시간의 합입니다.
- 대기 시간
- 대기 시간으로 인한 처리 지연입니다.
- WIP 시간
- 제품이 처리 중인 시간입니다.
리드 타임 - (완제품 재고 시간 + 원자재 재고 시간)