応答の最適化機能を解釈するには、次の手順を実行します。主要な結果には、最適化プロット、適合値、信頼区間が含まれます。
ステップ1:各予測変数の最適設定を特定する
最適化プロットを使用して、指定したパラメータを条件とする予測変数の最適な設定を決定します。赤い垂直バーを移動することで、プロットの変数設定を直接変更できます。最適化プロットを操作する方法は、モデルを構築するためのメニューによって異なります。
- 統計
- 最適化プロットをダブルクリックして対話モードに変更します。
- 予測分析モジュール
- プロットは常にインタラクティブです。
最適化プロットには予測変数設定の適合値が表示されます。線形回帰モデルの場合、出力の予測区間を調べて、単一の将来の値の予想値の範囲がプロセスの許容範囲内にあるかどうかを判断します。
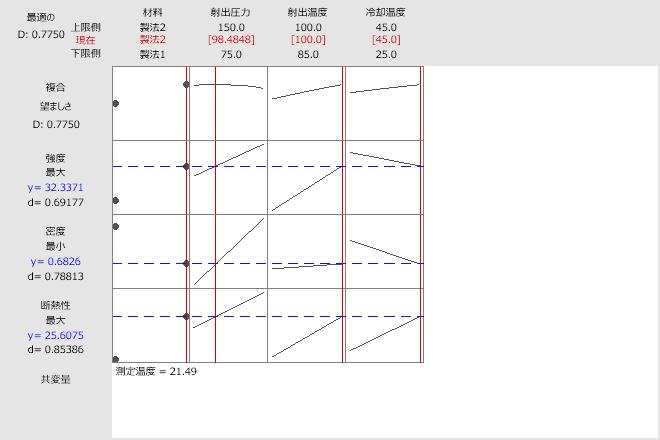
主要な結果: 最適化プロット
断熱データでは、複合的な望ましさが0.7750になります。グラフの最初の列は、カテゴリ変数である材料の各水準における応答値を示します。現在の変数設定は、材料 = 製法2、射出圧力 = 98.4848、射出温度 = 100.0、冷却温度 = 45.0です。到達点は、断熱度の最大化です。その予測値は25.607547、個別望特性は0.85386です。共変量の応答測定時の温度は、制御不可能な騒音の変数としてモデルに含まれ、21.49で固定されます。その他の観測値は以下になります。
- 材料:この列の各セルの 2 つの点は、カテゴリ変数の 2 つのレベルを表します。Formula1とFormula2。ここでは、製法2が最適材料であるように見えます。製法1に変更すると断熱度が下がり密度が上がってしまい、これはどちらも好ましくない変化です。ただし、材料は他の因子と交互作用があるため、この傾向は他の設定では見られないかもしれません。製法1の局所解が求められるかを検討してください。または、垂直バーを移動することで、グラフの製法1の設定値を直接変更することもできます。
- インジプレス: 射出圧力を上げると、3つの応答すべてが増加します。したがって、最適設定は因子水準範囲の中間にし(98.4848)、拮抗し合う各目的に対する妥協案とします。目標は、断熱度を最大化し、密度を最小化し、強度を最大にすることです。
- InjTemp: 射出温度を上げると、すべての応答も増加します。しかし、密度に対する効果は、断熱度に対する効果に比べてごくわずかです。このため、複合的な望ましさは射出温度を最大化することにより高めることができます。射出温度の最適設定は、実験での最大水準であることがわかります。この結果から、より高い温度で実験を行うべきであるということが示されます。
- クールテンプ: 冷却温度を上げると絶縁値は増加しますが、密度と強度の両方が低下します。射出温度と冷却温度の最適設定は、どちらも実験での最大水準になります。この結果から、より高い温度で実験を行うべきであるということが示されます。グラフからは、特に冷却温度を上げることは検討する価値があることがわかります。グラフの外挿が可能であれば、より高い冷却温度で断熱度と密度が改善される可能性もあります。ただし、強度は下がります。
ステップ2:各応答の点推定値と可能範囲を特定する
適合値を使用して、最適化プロットの設定に対する各応答変数の点推定を特定します。
この分析では、 統計 メニューのモデルと 予測分析モジュールの 線形回帰 モデルの予測区間が計算されます。予測間隔 (PI) は、変数設定の指定された組み合わせに対して、単一の将来の応答値を含む可能性が高い範囲です。同じ設定で別のデータポイントを収集すると、新しいデータポイントは予測区間内にある可能性があります。予測区間が狭いほど、その予測の精度が高いことを示しています。
予測区間から、結果の実質的な有意性を評価できます。予測間隔が許容範囲外に広がる場合、予測は要件に対して十分に正確ではない可能性があります。この場合、以下のオプションを考慮します。
- 十分な精度となる最適化プロットの設定を探します。
- 追加の研究を実行し、より正確な予測を取得するためにサンプルサイズを増加することを検討します。
最適化プロットを操作する方法は、モデルを構築するためのメニューによって異なります。
- 統計
- 最適化プロットをダブルクリックして対話モードに変更します。
- 予測分析モジュール
- プロットは常にインタラクティブです。
最適化プロットでより良い設定を検索するには、赤い縦棒を動かして、 最適化プロット で予測変数の設定を直接調整します。 線形回帰の最適化プロットの場合は、ツールバーの 予測する ボタンを選択して新しい予測区間を生成し、新しい解が許容できるかどうかを判断します。
複数応答予測
| 変数 | 設定 |
|---|---|
| 材料 | 製法2 |
| 射出圧力 | 98.4848 |
| 射出温度 | 100 |
| 冷却温度 | 45 |
| 測定温度 | 21.4875 |
| 応答 | 適合値 | 適合値の標準誤差 | 95%信頼区間 | 95%予測区間 |
|---|---|---|---|---|
| 強度 | 32.34 | 1.04 | (29.45, 35.22) | (27.25, 37.43) |
| 密度 | 0.6826 | 0.0597 | (0.5167, 0.8484) | (0.3899, 0.9753) |
| 断熱性 | 25.608 | 0.268 | (24.863, 26.352) | (24.294, 26.921) |
主要な結果: フィット、PI
これらの結果では、最適化プロットの入力変数設定は次の予測平均および予測区間と関連づけられます。
- 平均強度は32.34で、単一の将来値の可能性のある値の範囲は27.25から37.43です。
- 平均密度は 0.6826 で、単一の将来値の可能値の範囲は 0.3899 から 0.9753 です。
- 平均絶縁度は 25.608 で、単一の将来値の可能値の範囲は 24.294 から 26.921 です。
プロセスに関する専門知識を使用して、予測区間が許容可能な境界内に収まるかどうかを判断します。